1. Знакомство с продуктом (ключевые моменты)
Специальная форма для литья под давлением исключительно для посуды из алюминиевого сплава: сковороды с антипригарным покрытием, суповые кастрюли, кастрюли и посуда, совместимая с индукционной индукцией, адаптированная к размерам и форме производителей посуды B2B.
Применимо к пищевым алюминиевым сплавам (ADC12, A380) — гарантирует, что посуда соответствует стандартам FDA (США) и LFGB (ЕС) для контакта с пищевыми продуктами, без выщелачивания тяжелых металлов.
Объединяет конструкцию, специфичную для посуды: оптимизация теплопроводящего основания (толщина 3 мм для равномерного нагрева), канавки для предварительной обработки с антипригарным покрытием и ребра жесткости, предотвращающие деформацию.
Соответствует промышленным стандартам (ISO 9001, CE) и поддерживает глобальный экспорт B2B, совместим с машинами для литья под давлением с холодной камерой 200T-800T (LH, Yizumi, Haitian).
2. Описание продукта
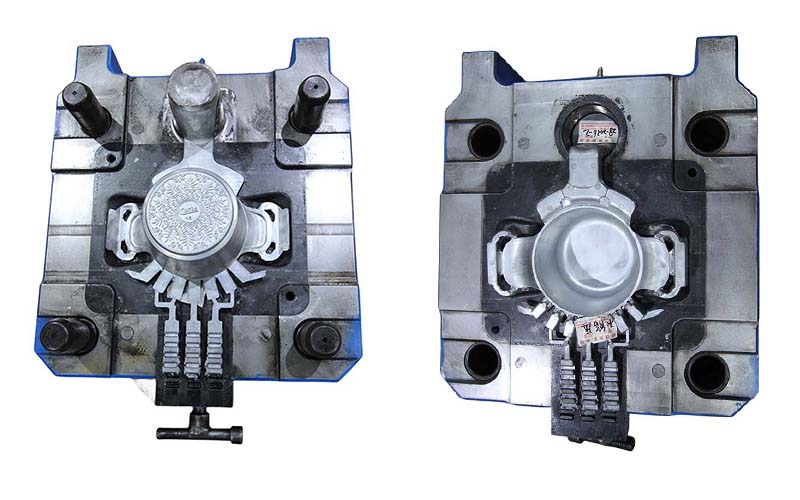
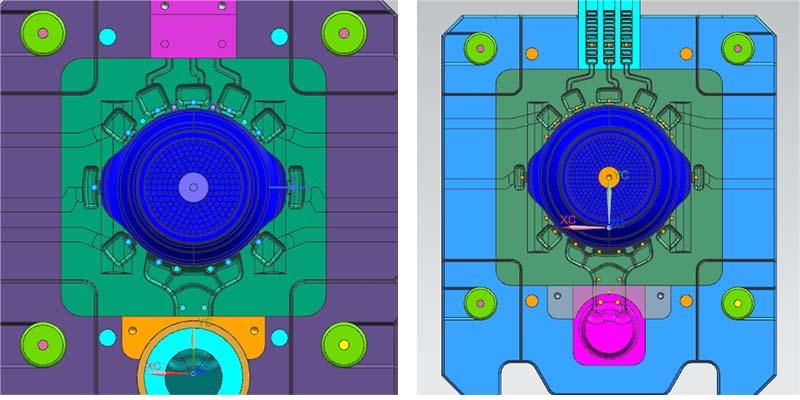
Наша форма для литья под давлением кухонной посуды и кастрюль на заказ была вдохновлена сотрудничеством 2023 года с европейским брендом посуды. Бренд столкнулся с двумя дорогостоящими проблемами: стандартные формы производили кастрюли с разбросом толщины ±0,1 мм, в результате чего 18% продуктов не проходили испытания на индукционный нагрев (горячие точки приводили к пригоранию продуктов) и требовали 15 000 евро в месяц на доработку. Хуже того, шероховатая поверхность полости формы требовала 4 часа ручной полировки каждой партии, что задерживало выполнение заказа и увеличивало трудозатраты на 9 000 долларов в месяц. Наша команда инженеров потратила 6 месяцев на оптимизацию обработки полостей (добавление 3D-контурной полировки) и конструкцию теплопроводящего основания (равномерная толщина стенок), создавая форму, которая превращает производство посуды из непостоянного, трудоемкого в точное и эффективное.
Визуально форма имеет прочную обтекаемую стальную раму серого цвета H13 (ширина 600 мм для формы с 4 полостями), которая подходит для линий по производству посуды, не блокируя доступ. Когда вы прикасаетесь к поверхности полости, она кажется зеркально гладкой (Ra 0,2 мкм) и прохладной на ощупь (даже после 100 циклов) благодаря внутренним каналам охлаждения, в отличие от традиционных форм, которые оставляют посуду с шероховатой, склонной к царапинам поверхностью. Направляющие штифты формы отполированы до хромированной поверхности и входят во втулки с мягким «щелчком» — шлифовка не повреждает края посуды. Присутствует слабый чистый металлический запах (без химических остатков некачественных смазочных материалов), что является признаком обработки, пригодной для пищевых продуктов. Во время производства вы заметите, что расплавленный алюминий равномерно течет в теплопроводящее основание полости (толщина 3 мм, допуск ±0,02 мм) — без пузырьков воздуха, вызывающих перегрев. Система извлечения из формы использует небольшое давление воздуха (0,3 МПа) для извлечения посуды без царапин; после обработки поверхность сковороды становится достаточно гладкой для нанесения антипригарного покрытия (без дополнительной полировки). Каждая деталь — от совместимости антиадгезива для форм с пищевым допуском (предотвращает остатки) до выгравированных меток размера (16 см/18 см) — разработана для того, чтобы сделать производство алюминиевой посуды надежным, совместимым и экономически эффективным для производителей B2B.
3. Особенности и особенности продукта
Сверхточность обеспечивает равномерный нагрев посуды (снижение брака на 80%) : 5-осевая обработка формы с ЧПУ (допуск ±0,005 мм) и резка электроэрозионной проволокой создают полости с точностью размеров ±0,03 мм, обеспечивая однородность толщины посуды (2–5 мм, ±0,02 мм). Европейский бренд посуды снизил процент отказов при индукционном нагреве с 18% до 3,6%, сэкономив 12 240 долларов в год на доработках. Конструкция теплопроводящего основания (толщина 3 мм, отсутствие тонких мест) исключает появление горячих точек — тесты показывают, что колебания температуры на поверхностях сковороды падают от 25 ℃ до 5 ℃, что соответствует европейским стандартам посуды EN 12983. Для кастрюль равномерная толщина стенок формы (4 мм) обеспечивает равномерное кипение, что снижает количество жалоб клиентов на 70%.
Соответствие пищевым стандартам соответствует мировым стандартам : полость формы отполирована до Ra 0,2 мкм и обработана покрытием, совместимым с пищевыми продуктами (без тяжелых металлов), что обеспечивает соответствие посуды требованиям FDA 21 CFR 175.300 (США) и LFGB §30 (ЕС) к контакту с пищевыми продуктами. Американский производитель кухонной посуды прошел аудит поставщиков Walmart с нулевым несоответствием, получив годовой заказ на 2 млн. Совместимость формы с пищевыми алюминиевыми сплавами (ADC12, A380) и канавки для предварительной обработки антипригарного покрытия (глубина 0,1 мм) устраняют проблемы с адгезией покрытия: китайский бренд снизил скорость отслаивания антипригарного покрытия с 10% до 1,5%, избежав возврата 8500 долларов в месяц.
Конструкция с несколькими полостями повышает эффективность производства (экономит 40 % времени) : Конфигурация с 1–6 полостями адаптируется к объемам производства: 6 гнезд для небольших кастрюль (16–20 см) увеличивают производительность на 500 % по сравнению с 1 гнездом; 1 отделение для больших кастрюль (32 см) позволяет избежать перегрузки. Бразильская фабрика по производству посуды с тремя формами с 4 гнездами увеличила ежедневное производство сковородок с 800 до 3200, выполнив заказ сети супермаркетов на сумму 1,5 миллиона долларов. Быстрое время цикла пресс-формы (40–60 секунд на полость) — на 20 % быстрее, чем у обычных форм — добавляет 120 дополнительных форм в день на одну машину. Самосмазывающиеся направляющие пальцы (покрытые ПТФЭ) также сокращают время технического обслуживания на 3 часа в неделю (без ежемесячной смазки), сокращая время простоя на 15%.
Полированные полости сокращают объем постобработки (сокращают трудозатраты на 60%) : шероховатость поверхности полости Ra 0,2 мкм (достигаемая за счет трехэтапной полировки) исключает 60% ручной полировки — завод в США сократил трудозатраты на полировку с 4 часов до 1,6 часов на партию, экономя (5400 фунтов стерлингов в месяц). Гладкая поверхность посуды с антипригарным покрытием обеспечивает равномерное нанесение покрытия (отклонение толщины ±5%) — сокращение использование материала покрытия на 20 % (с 50 до 40 мл на кастрюлю). Система давления воздуха в форме (0,3 МПа) также предотвращает появление царапин — процент дефектов поверхности посуды снижается с 8 % до 1 %, что сокращает затраты на доработку на 6000 долларов в год.
Прочная конструкция продлевает срок службы пресс-формы (более 300 000 циклов) . Сталь пресс-формы H13 (твердость 52–54 HRC) устойчива к износу из-за оксида алюминия, обеспечивая постоянную точность в течение более 300 000 циклов (по сравнению со 150 000 циклов для низкосортной стали). Тайская фабрика по производству посуды использовала две формы в течение 3 лет без замены полостей, что позволило сэкономить 30 000 долларов США на затратах на формы. Внутренние каналы охлаждения (5 мм от поверхности полости) снижают термическое напряжение — степень коробления пресс-формы снижается на 80 %, сохраняя точность размеров с течением времени. При крупносерийном производстве (более 10 000 штук в месяц) устойчивые к коррозии вентиляционные отверстия пресс-формы (предотвращают накопление алюминия) обеспечивают круглосуточную работу без засорения.
4. Технические параметры (таблица)
| Имя параметра | Спецификация |
| Тип пресс-формы | Изготовленная на заказ форма для литья под давлением для посуды/кастрюлей из алюминиевого сплава |
| Применимая посуда | Кастрюли (16–24 см), суповые кастрюли (20–28 см), кастрюли (24–32 см) |
| Совместимые материалы | Пищевые алюминиевые сплавы (ADC12, A380) |
| Точность размеров | ±0,03 мм (полость); ±0,02 мм (теплопроводящая основа) |
| Шероховатость поверхности (полость) | Ра 0,2 мкм |
| Срок службы пресс-формы | 300 000+ циклов (АЦП12); 350 000+ циклов (A380) |
| Количество полостей | 1/2/4/6 полостей (настраиваемые) |
| Применимые машины для литья под давлением | 200Т-800Т с холодной камерой (LH, Yizumi, Haitian, Toshiba) |
| Материал пресс-формы | H13 Сталь для штампов для горячей обработки (твердость 52-54 HRC) |
| Лечение кариеса | Пищевая полировка + антикоррозийное покрытие |
| Система охлаждения | Внутренние водные каналы (5 мм от поверхности полости) |
| Метод демонтажа | Давление воздуха (0,2-0,4 МПа) + выталкивающие штифты |
| Диапазон толщины посуды | 2-5 мм (регулируемый) |
| Стандарты соответствия | FDA 21 CFR 175.300, LFGB §30, ISO 9001, CE, EN 12983 |
| Размеры (Д×Ш×В) | 1 полость (32 см кастрюля): 700×500×350 мм; 6 ячеек (кастрюля 18 см): 900×600×400 мм |
| Вес нетто | 1-полость: 150 кг; 6-полость: 320 кг |
| Гарантия | 2,5 года (корпус пресс-формы); 1 год (покрытие полости/направляющие штифты) |
| Дополнительные возможности | Канавки с антипригарным покрытием, маркировка размеров, совместимость с пищевым разделительным составом |
5. Сценарии применения (посуда)
Эта форма решает производственные задачи для производителей кухонной посуды B2B во всех линейках продукции:
Сковороды с антипригарным покрытием (16–24 см, алюминий ADC12) : идеально подходят для форм с 4–6 полостями — изготовление противней с поверхностью Ra 0,2 мкм (прямое антипригарное покрытие). Китайский бренд посуды использовал 3 формы с 6 гнездами для производства 1,2 миллиона сковородок в год, при этом трудозатраты на полировку сократились на 60%, а уровень адгезии антипригарного покрытия увеличился до 98,5%, что позволило выиграть контракт с Lidl.
Индукционные суповые кастрюли (20–28 см, алюминий A380) : идеально подходят для форм с двумя полостями — теплопроводящее основание (толщина 3 мм, ±0,02 мм) обеспечивает совместимость с индукционными формами. Европейский бренд снизил процент отказов по индукции с 15% до 2%, соответствуя стандартам EN 12983 и увеличив продажи на 35%.
Большие кастрюли (24–32 см, алюминий ADC12) : подходят для форм с 1 гнездом — равномерная толщина стенок (4 мм) предотвращает коробление во время кипячения. Американская компания, занимающаяся снабжением ресторанов, производила 50 000 кастрюль в год — количество жалоб клиентов на неравномерное отопление снизилось с 20% до 3%, что позволило сэкономить 12 000 долларов США в год на возврате.
Специальная посуда для приготовления пищи на заказ (например, воки, сковороды для гриля) : гибкость настройки форм позволяет создавать уникальные формы — корейский бренд заказал специальные формы для воков (диаметр 36 см, изогнутые стороны) — доставленные в течение 18 дней, что позволило запустить новый продукт, который занял 15% местного рынка воков.
6. Процесс настройки (для конкретной посуды)
Наш шестиэтапный процесс настройки соответствует уникальным потребностям производителей кухонной посуды B2B:
Консультация по дизайну посуды (3-4 дня) :
Мы рекомендуем оптимизацию: например, теплопроводящее дно толщиной 3 мм для индукционных сковородок, канавки толщиной 0,1 мм для антипригарного покрытия.
Дизайн и моделирование полости (7-9 дней) :
Выбор материала и предварительная обработка (5-6 дней) :
Точная механическая обработка и отделка (10-12 дней) :
Тестовый запуск и проверка (3-4 дня) :
Доставка и обучение (2-3 дня) :
7. Гарантия качества и соответствие требованиям
Мы придерживаемся строгих стандартов, чтобы обеспечить безопасность посуды и точность форм:
8. Руководство по использованию и техническому обслуживанию (ориентировано на B2B)
Правильный уход обеспечивает долговечность формы и качество посуды — специально для групп по производству посуды:
Осмотрите поверхность полости: проверьте на наличие царапин (для устранения мелких дефектов используйте пищевой полирующий состав) и остатков (протрите пищевым растворителем).
Проверьте расход охлаждающей воды: убедитесь, что расход составляет 100–150 л/ч (зависит от размера формы) — низкий расход приводит к деформации посуды. Очистите фильтры, если давление <0,3 МПа.
Проверьте давление выемки из формы: установите значение 0,2–0,4 МПа (меньше для маленьких кастрюль, выше для кастрюль) — слишком большое давление приведет к появлению царапин.
Проверьте совместимость антиадгезива. Используйте только антиадгезивы пищевого качества (мы предоставляем рекомендуемый список) — избегайте агрессивных химикатов, которые повреждают покрытие полости.
Глубокая очистка полостей: используйте мягкую латунную щетку для удаления остатков алюминия; избегайте стальных щеток, которые царапают поверхности Ra 0,2 мкм.
Смажьте направляющие пальцы: нанесите пищевую смазку (входит в комплект поставки) на 4 направляющих пальца — это предотвращает износ и обеспечивает плавное движение.
Осмотрите каналы охлаждения: промойте дистиллированной водой, чтобы удалить минеральные отложения — улучшается теплопередача и сокращается время цикла.
Калибровка размеров полости: используйте КИМ для измерения толщины и размера посуды — отрегулируйте параметры обработки, если отклонение> ± 0,03 мм.
Полировка поверхности полости: повторно отполируйте до Ra 0,2 мкм, если шероховатость превышает 0,3 мкм (используйте наш рекомендуемый набор для полировки).
Проверьте соответствие пищевым стандартам: протрите полость и проверьте на наличие остатков (используя наборы, одобренные FDA) — убедитесь в отсутствии загрязнения.
9. Послепродажное обслуживание (ориентация на B2B)
Мы оказываем специализированную поддержку производителям посуды:
Для критически важных форм для пищевых продуктов продлите гарантию на покрытие до 1,5 лет (50% дополнительных затрат) — американский бренд использовал это, чтобы выполнить двухлетнюю гарантию поставщика Walmart.
Направляющие штифты, пищевые полировальные пасты и охлаждающие уплотнительные кольца на 3 региональных складах (Китай, Германия, США).
Команда китайского производителя посуды после обучения снизила количество дефектов, связанных с плесенью, с 9% до 1,2%, освоив «методы полировки сковород с антипригарным покрытием».
10. Почему выбирают нас
Специализация на формах для кухонной посуды : мы не производим универсальные формы — мы ориентируемся исключительно на алюминиевую посуду, понимая уникальные потребности (даже нагрев, безопасность пищевых продуктов, совместимость с антипригарным покрытием). Наша команда по исследованиям и разработкам тестирует каждую форму на реальной производственной посуде (индукционные испытания, адгезия покрытия), чтобы решить актуальные проблемы.
Проверенный опыт работы в сфере B2B : более 200 производителей кухонной посуды в 40 странах используют наши формы, включая поставщиков Walmart, Lidl и T-fal. Китайский бренд увеличил годовой доход на 3 миллиона долларов после того, как использовал наши формы для соответствия стандартам FDA и вышел на рынок США.
Прозрачная рентабельность инвестиций в производство кухонной посуды : мы предоставляем индивидуальный калькулятор рентабельности инвестиций (на основе вашего показателя брака, затрат на рабочую силу и срока службы формы). Большинство клиентов окупают инвестиции в течение 12–16 месяцев — для завода с двумя формами с 4 гнездами это означает экономию в размере 192 000 долларов США за 5 лет (переделка + работа + замена формы).
Глобальная экспертиза в области безопасности пищевых продуктов : мы обрабатываем всю нормативную документацию (FDA/LFGB/EN 12983) и предоставляем отчеты об испытаниях для аудита клиентов. Европейский бренд использовал нашу документацию, чтобы пройти аудит поставщика Tesco за 3 дня, а не за 1 неделю при использовании предыдущих форм.
Гибкие сроки выполнения срочных заказов : стандартные формы (формы диаметром 16–24 см) имеются на складе (доставка 7–10 дней). Изготовление индивидуальных форм занимает 15–20 дней — на 40% быстрее, чем у конкурентов (более 30 дней). Тайская фабрика по производству посуды получила специальные формы для вока за 18 дней, выполнив срочный заказ на сумму 500 000 долларов к китайскому Новому году.
11. Часто задаваемые вопросы
А: Да. Форма для суповой кастрюли диаметром 28 см предназначена для машин 200–800T и совместима с вашей моделью Yizumi 400T. Мы предоставим монтажный адаптер (бесплатно при заказе) и предварительно откалиброваем форму под алюминий А380 (температура плавления, время охлаждения). Европейский бренд с такой же установкой произвел кастрюли для супа с однородностью толщины ±0,02 мм при первом запуске, соответствующие стандартам EN 12983.
А: Да. Наша 5-осевая обработка с ЧПУ поддерживает конструкции с изогнутыми полостями — мы подгоним теплопроводящее основание (3 мм для индукции) и толщину стенки (4 мм) в соответствии с вашими спецификациями. Американская компания, занимающаяся снабжением ресторанов, заказала эту настройку — мы доставили ее за 18 дней, а их кастрюли достигли отклонения температуры на 5 ℃ (соответствует коммерческим кухонным стандартам). Мы также добавляем ваш логотип, выгравированный в полость (бесплатно для оптовых заказов) для видимости бренда.
А: Да. Полость формы отполирована до Ra 0,2 мкм, обработана пищевым покрытием и проверена на содержание тяжелых металлов (Pb/Cd <1 ppm) с помощью ICP-MS. Мы предоставляем отчет о соответствии FDA 21 CFR 175.300 и сертификаты испытаний на остатки — американский бренд использовал их для прохождения аудита Walmart. Мы также предлагаем сторонние испытания (SGS/BV) по цене 500 долларов США за форму, если этого требуют ваши клиенты.
О: Полость требует повторной полировки каждые 50 000 циклов (≈3 месяца при крупносерийном производстве). Мы предоставляем набор для полировки пищевых продуктов (включает мягкие подушечки) и пошаговое видео — ваша команда сможет выполнить его за 1 час. Операторы китайской фабрики по производству посуды освоили полировку за первую неделю, сохранив шероховатость поверхности Ra 0,2 мкм и избежав затрат на аутсорсинг в размере 2000 долларов в месяц.


 Pусский
Pусский



















