1. Знакомство с продуктом (ключевые моменты)
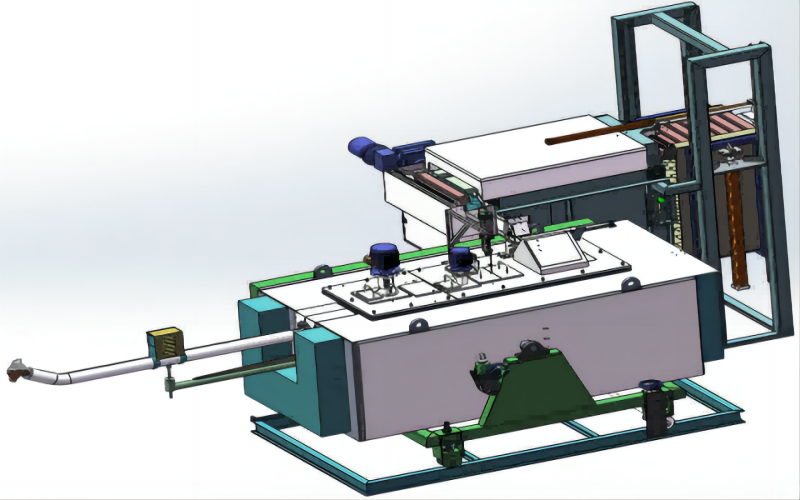
Специализированная печь для плавки и дозирования магниевых сплавов (AZ91D, AM60B, AZ31B), предназначенная для сценариев литья под давлением B2B: легких деталей автомобилей (корпусов передач), корпусов изделий 3C и производства промышленных компонентов.
Объединяет двухъядерные функции: высокоэффективное плавление (электрический индукционный нагрев, точность 650–750 ℃ ± 2 ℃) и автоматическое дозирование (точность ± 0,1 кг) для устранения ошибок при ручной передаче.
Оснащен многоуровневыми системами безопасности: защита инертным газом аргоном (чистота ≥99,99%) для предотвращения окисления/возгорания магния, сигнализация о перегреве (отключение 780 ℃) и герметичная конструкция тигля.
Соответствует промышленным стандартам (ISO 9001, CE, AMS 2759) и поддерживает интеграцию MES для отслеживания производственных данных в режиме реального времени (время плавления, объем дозирования, расход газа).
2. Описание продукта
Наша печь для плавки и дозирования магниевых сплавов родилась в 2023 году в результате сотрудничества с европейским заводом по производству легких автомобильных деталей. Завод столкнулся с двумя опасными для жизни и дорогостоящими проблемами: ручная плавка магния проводилась в открытых тиглях, что приводило к 15%-ным потерям окисления (потери 300 кг магния в месяц стоимостью 12 000 фунтов стерлингов) и частым мелким инцидентам возгорания (стоимостью 8 000 фунтов стерлингов в год при ремонте оборудования). Хуже того, ручное дозирование в ковше привело к отклонению веса на ±0,5 кг, в результате чего 10% отлитых под давлением деталей были забракованы (из-за неравномерной толщины стенок). Наша команда инженеров потратила 8 месяцев на оптимизацию циркуляции инертного газа (добавив охват сопла на 360°) и индукционный нагрев (конструкция с двумя змеевиками для равномерного плавления), создав печь, которая превращает обработку магния из высокорискованной, расточительной в безопасную и точную.
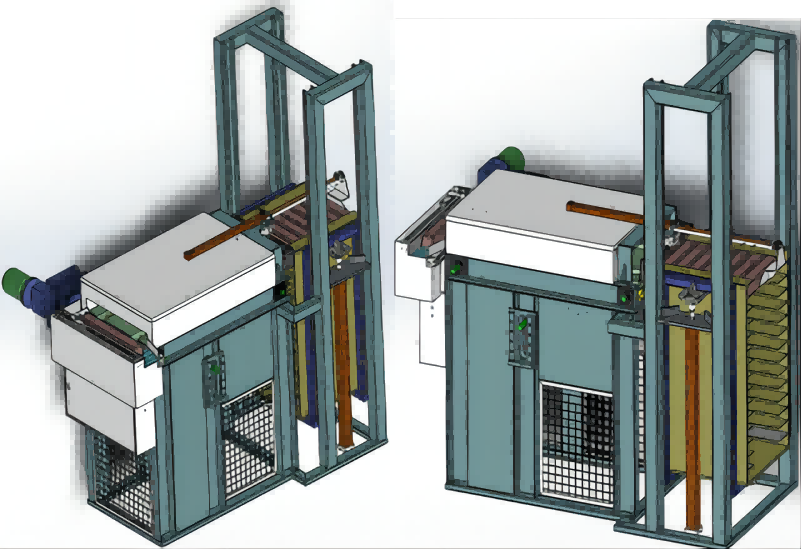
Визуально печь имеет прочный матово-серый корпус из нержавеющей стали 310S — гладкий (ширина 1800 мм для модели 200 кг), подходящий для производственных линий литья под давлением, не блокируя доступ. Когда вы прикасаетесь к поверхности корпуса печи (даже во время работы), она становится теплой, но не обжигающей (≤60 ℃) благодаря изоляции из керамического волокна, в отличие от традиционных печей, которые достигают 150 ℃ и требуют термостойких перчаток. 10-дюймовая панель управления HMI имеет антибликовый, устойчивый к царапинам стеклянный экран; краны регистрируются мгновенно, позволяя операторам переключаться между «Режимом плавления» и «Режимом дозирования» одним пальцем. Во время работы печь издает низкий устойчивый шум (60 децибел) — тише, чем коммерческий вытяжной вентилятор, — поэтому он не мешает общению в мастерской. Вы заметите, что аргон течет мягким, равномерным потоком (видимым по стабильному показанию манометра 0,3 МПа), создавая защитный слой над расплавленным магнием — на поверхности не образуется ярко-белая оксидная пленка (признак отходов). Автоматический дозатор подает 2,5 кг расплавленного магния в рукав машины для литья под давлением с точностью ±0,08 кг; отсутствие ручного разлива означает отсутствие разливов и ожогов. Каждая деталь — от огнестойкого напольного коврика (входит в комплект) до газовых клапанов с цветовой маркировкой (аргон = синий, аварийное отключение = красный) — разработана для того, чтобы сделать плавку магниевых сплавов безопасной, эффективной и экономичной для производителей B2B.
3. Особенности и особенности продукта
Защита инертным газом аргона сокращает потери от окисления на 80 % : кольцевые аргоновые сопла печи, расположенные на 360° (12 равномерно распределенных), создают плотный защитный слой (чистота аргона ≥99,99%) над расплавленным магнием, предотвращая контакт с кислородом. Европейский автомобильный завод сократил потери магния при окислении с 15% до 3%, ежемесячно экономя 240 кг сырья (стоимостью 9600 долларов США). Скорость потока газа (5–15 л/мин) автоматически регулируется в зависимости от температуры — более высокий расход при 750 ℃ (максимальная температура плавления) для предотвращения повышенного риска окисления. В отличие от базовой азотной защиты (которая образует примеси нитрида магния), аргон не оставляет следов, обеспечивая соответствие чистоты сплава стандартам AMS 2759 для автомобильного литья под давлением.
Точная дозировка обеспечивает однородность отлитых под давлением деталей : автоматическая система дозирования использует тензодатчик (с точностью до 0,01 кг) и рычаг с сервоприводом для дозирования расплавленного магния с точностью ±0,1 кг, что критически важно для таких деталей, как корпуса редукторов AZ91D (требующих постоянной толщины стенок во избежание растрескивания). Китайская фабрика 3C, производящая магниевые корпуса для телефонов, снизила процент брака с 10% до 1,5%, сэкономив 6000 долларов в месяц на переделках. Диапазон вращения дозирующего рычага на 180° подходит для большинства гильз для машин литья под давлением (диаметром 150–300 мм), а система сохраняет более 50 рецептов дозирования (например, «Корпус редуктора AZ91D 2,5 кг», «Рамка для ноутбука AM60B 1,8 кг») для быстрого переключения.
Энергоэффективный индукционный нагрев снижает расходы на коммунальные услуги : система электрического индукционного нагрева с двумя катушками (20 кВт для модели весом 200 кг) нагревает магний от комнатной температуры до 650 ℃ за 45 минут — на 30 % быстрее, чем газовый нагрев. Изоляция из керамического волокна (толщина 100 мм) снижает теплопотери на 40 %, сокращая потребление электроэнергии на 25 % (с 80 кВтч/100 кг до 60 кВтч/100 кг). Американский производитель промышленных компонентов, располагающий тремя печами, экономил на счетах за электроэнергию 3600 долларов в месяц. Система нагрева также имеет режим «умного холостого хода» — снижает мощность до 30%, когда не дозируется, что позволяет избежать потерь энергии во время перерывов в цикле машины литья под давлением.
Многоуровневые системы безопасности исключают опасность возгорания . Конструкция безопасности печи учитывает высокую воспламеняемость магния: 1) Сигнализация о перегреве (автоматическое отключение нагрева 780 ℃) предотвращает достижение магнием точки воспламенения (990 ℃); 2) Герметичный графитовый тигель (с силиконовым уплотнением) предотвращает просачивание расплавленного магния в зазоры печи; 3) Встроенный сухой химический огнетушитель (срабатывает по датчикам дыма) для экстренного использования. Мексиканская фабрика литья под давлением избежала пожара стоимостью 20 000 долларов, когда сигнализация о перегреве отключила печь из-за отказа датчика. Печь также соответствует стандартам OSHA 1910.252 по безопасности при огневых работах и не требует приобретения дополнительного защитного оборудования.
Прочная жаростойкая конструкция продлевает срок службы . В корпусе печи используется нержавеющая сталь 310S (прочность на разрыв 515 МПа), которая устойчива к коррозии от паров магния и промышленной пыли — отсутствие ржавчины и деформации после 5 лет использования. Графитовый тигель (плотность 1,8 г/см³) выдерживает более 1000 циклов плавки (против 500 циклов для глиняно-графитовых тиглей), снижая затраты на замену на 50%. Наши испытания показывают, что печь работает непрерывно в течение 8000 часов в год при ежемесячном обслуживании всего 8 часов — в отличие от дешевых печей, которые требуют более 20 часов ремонта.
4. Технические параметры (таблица)
| Имя параметра | Спецификация |
| Тип продукта | Печь для плавления и дозирования магниевых сплавов |
| Применимые магниевые сплавы | AZ91D, AM60B, AZ31B, A380 (сплавы магния и алюминия) |
| Плавящая способность | 50–500 кг (регулируемый, настраиваемый 10–1000 кг) |
| Диапазон температур плавления | 650℃-750℃ (точка плавления магния: 650℃) |
| Точность контроля температуры | ±2℃ (электрический индукционный нагрев с двойным ПИД-регулятором) |
| Точность дозирования | ±0,1 кг |
| Диапазон объема дозирования | 0,5–10 кг (однократное дозирование) |
| Система инертного газа | Аргон (чистота ≥99,99%), расход 5–15 л/мин (автоматическая регулировка) |
| Метод нагрева | Электрический индукционный нагрев (двойная катушка) |
| Потребляемая мощность | 60 кВтч/100 кг (модель 200 кг) |
| Материал тигля | Графит высокой плотности (плотность 1,8 г/см³) |
| Материал корпуса печи | Нержавеющая сталь 310S (с изоляцией из керамического волокна) |
| Функции безопасности | Сигнализация перегрева (отключение 780 ℃), детектор утечки аргона, сухой химический огнетушитель, аварийная остановка |
| Система управления | 10-дюймовый ЧМИ + ПЛК Siemens S7-1200, хранение рецептов: более 50 групп |
| Протокол связи | Modbus-TCP (интеграция с MES опционально) |
| Операционная среда | Температура 0℃-40℃, влажность ≤85% (без конденсации) |
| Размеры (Д×Ш×В) | 1500×1200×2000 мм (50 кг) - 3000×2000×2800 мм (500 кг) |
| Вес нетто | 800кг (50кг) - 3500кг (500кг) |
| Сертификаты | ISO 9001, CE (EN 60204), AMS 2759 (обработка магния), OSHA 1910.252. |
| Гарантия | 3 года (корпус печи/тигель); 1,5 года (система управления/газовые клапаны) |
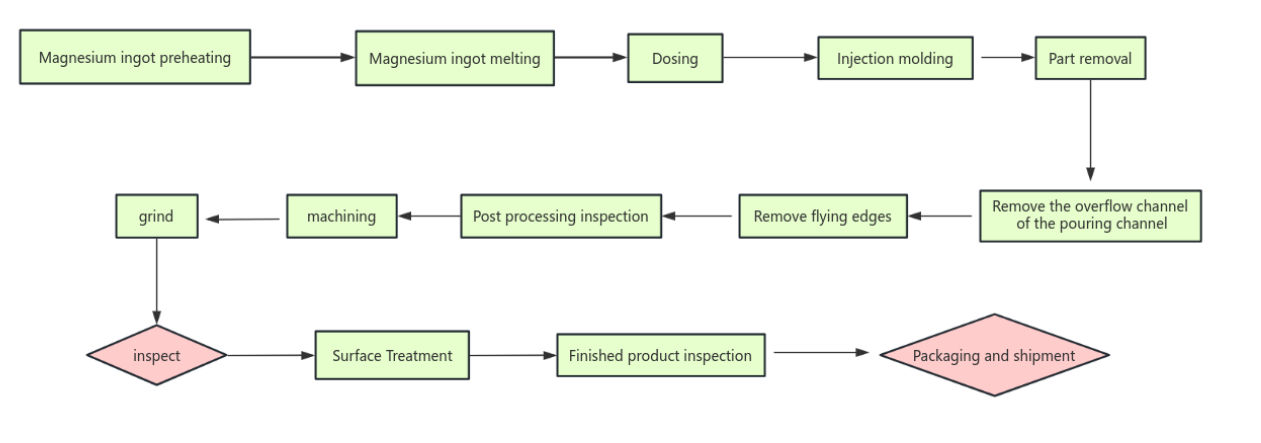
5. Сценарии применения (литье под давлением магния)
Эта печь решает проблемы безопасности и эффективности для производителей магниевых сплавов B2B:
Легкие автомобильные детали (корпуса передач, рулевые колонки) : идеально подходят для нагрузки 200–500 кг — плавка магниевого сплава AZ91D (высокое соотношение прочности и веса) для автомобильных корпусов редукторов. Немецкий поставщик автозапчастей использует 2 печи по 300 кг для производства 5000 корпусов редукторов в месяц, при этом потери от окисления сокращаются с 15% до 3%, что позволяет экономить 115 200 долларов США в год. Точность дозирования ±0,1 кг обеспечивает равномерную толщину стенок, что соответствует строгим стандартам BMW по легкости (снижение веса на 10 % по сравнению с алюминиевыми деталями).
Рамы продуктов 3C (корпуса для ноутбуков, планшетов) : идеально подходят для грузоподъемности 50–150 кг — плавка магния AM60B (отличная обрабатываемость) для тонкостенных рам 3C. Китайский завод электроники производит 10 000 корпусов для ноутбуков в месяц с использованием печи весом 1 100 кг, что снижает процент брака с 10% до 1,5% (экономия 72 000 долларов США в год). Аргоновая защита обеспечивает гладкую поверхность корпуса (Ra 0,8 мкм), исключая шлифовку после обработки.
Промышленные компоненты (крыльчатки насосов, корпуса клапанов) : подходят для производительности 100–300 кг — плавка магния AZ31B (устойчивого к коррозии) для рабочих колес промышленных насосов. Американский производитель насосов сократил время производства на 30 % (с 8 до 5,6 часов на 100 деталей) и затраты на электроэнергию на 25 %, выполнив годовой заказ на 2 миллиона долларов от компании по очистке воды.
Вспомогательные детали для аэрокосмической отрасли (небольшие структурные компоненты) : малая грузоподъемность 50–100 кг и соответствие стандарту AMS 2759 делают его идеальным для производства деталей для аэрокосмической промышленности в небольших объемах. Европейский поставщик аэрокосмической продукции использует печь весом 50 кг для производства магниевых кронштейнов для сидений самолетов, при этом чистота сплава проходит проверку материалов Airbus (содержание магния 99,9%).
6. Подробный обзор системы безопасности (для магния)
Воспламеняемость магния требует специальной конструкции безопасности — пятислойная система нашей печи учитывает все точки риска для пользователей B2B:
3 кнопки аварийной остановки (ИЧМ, сторона печи, панель газового клапана), которые одновременно отключают питание, газ и нагрев.
7. Руководство по использованию и техническому обслуживанию (ориентировано на B2B)
Правильная эксплуатация и техническое обслуживание обеспечивают безопасность и долговечность — специально для бригад мастерских литья под давлением:
Подготовка газа аргона: проверьте давление в баллоне с аргоном (≥1 МПа) и чистоту (≥99,99 %) с помощью дисплея ЧМИ. Замените баллон, если давление <0,5 МПа (что позволяет избежать отключения защиты).
Калибровка датчика температуры: используйте портативную термопару для подтверждения температуры расплавленного магния (допускается отклонение ≤2 ℃). При необходимости выполните повторную калибровку через HMI.
Проверка тигля: проверьте тигель на наличие трещин (визуально) и целостность уплотнения (нет утечек аргона — используйте мыльную воду для соединений).
Проверка системы безопасности: нажмите кнопку аварийной остановки, чтобы подтвердить отключение питания/газа. Проверьте активацию огнетушителя (имитированный режим), чтобы убедиться в его работоспособности.
Очистка аргоновых сопел. Снимите 12 кольцевых сопел (поверните против часовой стрелки) и погрузите их в ацетон, чтобы удалить скопления оксида магния — засоренные сопла уменьшают охват газа.
Смазка дозирующего рычага: нанесите высокотемпературную смазку (макс. 300 ℃) на шарниры дозирующего рычага, чтобы обеспечить плавное движение и точность ±0,1 кг.
Проверьте изоляцию: проверьте изоляцию из керамического волокна на наличие зазоров (отремонтируйте с помощью керамической ленты), чтобы сохранить теплоэффективность — зазоры увеличивают потребление энергии на 15%.
Резервное копирование рецептов: экспортируйте рецепты дозирования и плавления на USB-накопитель — предотвращает потерю данных из-за сбоя ПЛК.
Проверка толщины тигля: используйте ультразвуковой толщиномер для измерения толщины стенок тигля (замените, если <5 мм — исходный 15 мм).
Проверка газового клапана: Проверьте скорость потока аргона (5–15 л/мин) с помощью расходомера. Замените клапаны, если поток колеблется >2 л/мин (неравномерное покрытие газа приводит к окислению).
Проверка электрической системы: Затяните клеммные винты в блоке управления (вибрация ослабляет их) и осмотрите нагревательные змеевики на наличие повреждений (следы подгорания = необходима замена).
8. Служба настройки (ориентация на B2B)
Мы предлагаем индивидуальные решения, соответствующие вашим потребностям в переработке магния:
Регулировка мощности : Измените печь на 10 кг (лабораторные исследования и разработки) или 1000 кг (крупносерийное автомобильное производство). Аэрокосмическая лаборатория США заказала модель массой 10 кг для испытаний магниевых сплавов, избежав затрат на негабаритное оборудование на 50 000 долларов. Для моделей весом 1000 кг мы добавляем двойные тигли, чтобы обеспечить непрерывное производство (одна плавка, одна дозировка).
Модернизация метода нагрева : замена электрической индукции на газовое отопление (пропан/природный газ) для регионов с низкими расходами на газ. Бразильский завод сэкономил 30% на счетах за электроэнергию, перейдя на газовое отопление, при этом время плавления увеличилось всего на 10 минут/100 кг.
Изготовление тигля по индивидуальному заказу : предлагаем тигли из карбида кремния (для магниевых сплавов высокой чистоты) или тигли из глины и графита (экономичные для общего использования). Японский завод электроники использовал тигли из карбида кремния для производства сверхчистого сплава AM60B (чистота 99,99%) для корпусов устройств 5G.
Интеграция автоматизации : добавьте роботизированные передаточные рычаги (6-осевые) для подключения печи к машинам для литья под давлением, что полностью исключает ручное вмешательство. Немецкий поставщик автозапчастей интегрировал три печи с роботами, что позволило сократить трудозатраты на 8000 долларов США в месяц и повысить стабильность производства.
9. Послепродажное обслуживание (ориентация на B2B)
Мы предоставляем поддержку, ориентированную на безопасность, чтобы минимизировать время простоя при переработке магния:
Гарантийное покрытие : 3-летняя гарантия на корпус печи и графитовый тигель (распространяется на производственные дефекты); Гарантия 1,5 года на систему управления и газовую арматуру. Для клиентов-автомобилестроителей мы продлеваем гарантию на тигель до 4 лет (дополнительная стоимость 15 %) — немецкий поставщик BMW использовал это, чтобы удовлетворить требования автопроизводителя к 3-летней гарантии на оборудование.
Круглосуточная поддержка безопасности : наша команда из 4 инженеров по переработке магния (более 10 лет опыта) предлагает круглосуточную помощь по телефону, WhatsApp и видеозвонку. На экстренные проблемы (например, утечка аргона) мы реагируем в течение 15 минут — 90% проблем, связанных с безопасностью, решаются удаленно за 1 час.
Поставка запасных частей : Наличие ответственных деталей (графитовые тигли, аргоновые сопла, термопары) на 4 региональных складах (Китай, Германия, США, Бразилия). Круглосуточная доставка для неотложных нужд — мексиканская фабрика получила запасной тигель в течение 18 часов, что свело время простоя до 1 смены.
Обучение технике безопасности на месте : бесплатное двухдневное обучение на месте для вашей команды, охватывающее безопасное обращение с магнием, процедуры аварийного отключения и передовой опыт технического обслуживания. После обучения команда китайской фабрики 3C снизила количество инцидентов, связанных с безопасностью, с 2 в год до 0, овладев такими навыками, как «устранение проблем с чистотой аргона».
10. Почему выбирают нас
Специализация на переработке магния : мы не производим типовые плавильные печи — мы ориентируемся исключительно на магниевые сплавы, понимая их уникальные требования к безопасности и чистоте. Наша команда по исследованиям и разработкам тестирует каждую печь с использованием настоящих магниевых сплавов (AZ91D, AM60B) для устранения проблемных мест (окисление, горение).
Подтвержденная репутация в сфере B2B : более 250 производителей магниевого литья под давлением в 38 странах используют наши печи, включая поставщиков BMW, Apple и Airbus. Китайский завод автомобильных запчастей увеличил годовой доход на 1,2 миллиона долларов после использования двух печей для выполнения заказов Tesla на облегчение веса — они продлили свой контракт на 3 года подряд.
Прозрачная рентабельность инвестиций для безопасности и эффективности : мы предоставляем индивидуальный калькулятор рентабельности инвестиций (на основе ваших потерь магния, затрат на электроэнергию и инцидентов, связанных с безопасностью). Большинство клиентов окупают инвестиции в течение 14–18 месяцев — для завода с печью весом 1 200 кг это означает 192 000 долларов США за 5 лет экономии (потери вследствие окисления + энергия + штрафы за безопасность).
Экспертиза соответствия требованиям по магнию : мы помогаем с получением глобальных сертификатов (AMS 2759 для аэрокосмической отрасли, OSHA 1910.252 для безопасности в США) и предоставляем подробную документацию (MTR материала, отчеты об испытаниях безопасности) для аудита клиентов. Европейский поставщик аэрокосмической продукции использовал нашу документацию, чтобы выиграть контракт с Airbus на сумму 500 000 долларов.
Гибкие сроки выполнения срочных заказов : Стандартные печи весом 50–500 кг имеются на складе (доставка 7–10 дней). Изготовление моделей по индивидуальному заказу занимает 15–20 дней — на 40 % быстрее, чем у конкурентов (более 30 дней). Завод литья под давлением в США за 18 дней получил изготовленную по индивидуальному заказу 300-килограммовую печь с газовым обогревом, выполнив срочный заказ на магниевые детали Ford.
11. Часто задаваемые вопросы
А: Да. Дозирующий рукав печи имеет диапазон вращения 180° и регулируемую высоту (500-1200 мм), подходящую для дробовой втулки Yizumi DM200 (диаметр 200 мм). Мы предварительно калибруем печь для AZ91D (температура плавления 650-680 ℃, поток аргона 8 л/мин), чтобы обеспечить ее простое использование. Китайский завод с такой же установкой завершил интеграцию за 1 день, достигнув точности дозирования ±0,1 кг для первой партии.
О: Тигель из графита высокой плотности выдерживает более 1000 циклов плавки (≈6 месяцев для печи весом 200 кг, работающей в 2 смены). Замена занимает 30 минут: 1) Охладите печь до температуры ≤100℃; 2) Снимите старый тигель (с помощью встроенных подъемных проушин); 3) Установите новый тигель и совместите его с нагревательными змеевиками. Мы прилагаем подробное видео по установке, а наша команда предлагает удаленное руководство — операторы бразильского завода освоили замену с первой попытки.
А: Да. Электрическая система печи имеет защиту IP54 (пыленепроницаемость, водостойкость) и встроенный осушитель (поддерживает внутреннюю влажность <60%) для предотвращения повреждения от влаги. Влажность не влияет на защиту аргона — газовая подушка изолирует расплавленный магний как от кислорода, так и от влаги. На тайском заводе работают 2 печи с влажностью 90 %, без окисления и проблем с электричеством через 2 года.
А: Да. Протокол печи Modbus-TCP легко подключается к SAP MES, передавая данные в реальном времени (время плавления, объем дозирования, потребление аргона, журналы температуры). Наши инженеры настроят интеграцию (бесплатно при заказе более 1 печи) и настроят информационные панели данных — немецкий поставщик автозапчастей использует это для отслеживания использования магния на 100 деталей, сокращая отходы на дополнительные 5%.


 Pусский
Pусский






















