Вы обнаружите, что при литье под давлением с горячей камерой используется давление от 150 до 1200 бар (от 2200 до 17 400 фунтов на квадратный дюйм). Давление в этом процессе играет ключевую роль в достижении качественных, быстрых и точных результатов. Используя правильное давление, вы обеспечиваете полное заполнение формы, минимизируете дефекты и достигаете жестких допусков. В таблице ниже показано, как давление влияет на каждый аспект процесса:
Аспект | Влияние давления при литье под давлением с горячей камерой |
Качество | Полное заполнение формы, меньше дефектов, правильная плотность. |
Скорость | Более быстрый впрыск, более короткое время цикла |
Точность | Жесткие допуски, точная детализация, риск возникновения дефектов при слишком высоком давлении. |
Машина для литья под давлением с горячей камерой использует контролируемое давление, чтобы обеспечить эти преимущества в течение каждого цикла.
Ключевые выводы
При литье под давлением с горячей камерой используется давление от 150 до 1200 бар для быстрого и точного заполнения форм.
Правильное давление обеспечивает полное заполнение формы, меньшее количество дефектов и жесткие допуски для прочных и детализированных деталей.
Этот процесс лучше всего работает с металлами с низкой температурой плавления, такими как цинк и магний, которые легко текут под давлением.
Конструкция машины, включая встроенную печь и гибкую шейку, помогает поддерживать стабильное давление и быстрые циклы.
Продуманная конструкция детали и соответствие давления сплаву улучшают качество литья и сокращают количество отходов.
Диапазон давления при литье под давлением с горячей камерой
Типичные значения
Вы увидите, что диапазон давления при литье под давлением с горячей камерой обычно составляет от 150 до 1200 бар. Этот диапазон составляет от 2200 до 17 400 фунтов на квадратный дюйм. В процессе литья под давлением эта сила используется для быстрого и точного впрыска расплавленного металла в форму. Большинство машин для литья под давлением с горячей камерой работают при давлении около 30 МПа, но некоторые современные системы могут достигать давления до 175 МПа. Давление должно быть достаточно высоким, чтобы заполнить полость формы до того, как металл начнет затвердевать. Если вы примените слишком малое давление, отливка может иметь дефекты или неполные участки. Если вы примените слишком большое давление, вы рискуете повредить форму или вызвать засветы по краям.
Диапазон давления | Типичное значение (бар) | Типичное значение (фунты на квадратный дюйм) |
Минимум | 150 | 2200 |
Максимум | 1200 | 17 400 |
Общая ценность | 300-700 | 4350–10150 |
Совет: Всегда проверяйте рекомендуемое давление для вашей конкретной машины для литья под давлением с горячей камерой и сплава. Это помогает избежать дефектов и обеспечивает стабильное качество отливки.
Как применяется давление
Вы обнаружите, что машина для литья под давлением с горячей камерой использует специальный механизм для создания и контроля давления. Процесс литья начинается со встроенной печи, в которой плавится металл. Расплавленный металл заполняет камеру давления под действием силы тяжести. Гидравлический поршень, действующий как шприц, проталкивает расплавленный металл через гибкую шейку и сопло в полость матрицы. Гидравлическая система управляет плунжером, позволяя регулировать давление для каждого цикла разливки.
Встроенная печь и механизм впрыска позволяют литейной машине подавать расплавленный металл непосредственно в форму. Такая конструкция обеспечивает быструю и непрерывную разливку при необходимом давлении. Вы получаете точные и эффективные результаты, особенно для небольших и сложных деталей. Конструкция «гусиная шея» удерживает расплавленный металл на нужном уровне и помогает предотвратить захват воздуха, что повышает качество каждой отливки.
Примечание. В современных машинах для литья под давлением с горячей камерой используются датчики и системы управления для контроля давления, температуры и скорости впрыска. Эти функции помогут вам оптимизировать процесс литья и всегда производить высококачественные детали.
Вы можете положиться на то, что машина для литья под давлением с горячей камерой будет поддерживать правильное давление на протяжении всего процесса литья. Это гарантирует, что каждая отливка соответствует вашим стандартам прочности, детализации и последовательности.
Почему это давление
Подходящие сплавы
Вам необходимо использовать правильное давление при литье под давлением с горячей камерой, потому что этот процесс лучше всего работает с такими металлами, как цинк и магний. Эти металлы имеют низкую температуру плавления и легко текут при плавлении. Диапазон давления, обычно от 1000 до 5000 фунтов на квадратный дюйм, позволяет быстро впрыскивать расплавленный металл в форму. Эта скорость поможет вам заполнить форму до того, как металл начнет остывать и затвердевать. При использовании правильного давления вы получаете плотную, качественную отливку с меньшим количеством дефектов и меньшей пористостью. Сплавы цинка и магния хорошо реагируют на этот диапазон давлений, поэтому вы можете изготавливать детали с гладкими поверхностями и прочной структурой.
При литье под давлением с горячей камерой используются сплавы, которые плавятся при более низких температурах. Вы можете положиться на этот процесс при изготовлении небольших и сложных деталей, таких как разъемы, корпуса и шестерни. Давление гарантирует, что расплавленный металл достигнет каждой части формы, поэтому вы всегда получаете точную отливку. Если вы примените слишком малое давление, форма может не заполниться полностью, а ваши детали могут иметь слабые места или шероховатую поверхность. Слишком большое давление может повредить форму или вызвать нежелательный засвет на отливке.
Совет: Всегда подбирайте настройку давления в соответствии с используемым сплавом. Это поможет избежать дефектов и обеспечит эффективность процесса литья.
Проектирование машин
Конструкция машины для литья под давлением с горячей камерой влияет на используемое давление и надежность процесса литья. Машина оснащена встроенной печью, которая поддерживает металл расплавленным и готовым к впрыску. Механизм «гусиная шея» играет ключевую роль в поддержании постоянного давления во время литья. Вот как это работает:
Гусиная шея представляет собой изогнутую металлическую трубу из жаропрочной стали, погруженную в расплавленный металл.
Поршень втягивается, втягивая расплавленный металл в камеру.
Затем поршень проталкивает металл через гибкую шейку в форму с высокой скоростью и давлением.
Гибкая шея передает расплавленный металл и вместе с плунжером впрыскивает металл в полость матрицы.
Эта установка обеспечивает непрерывный поток расплавленного металла под давлением, поэтому вы получаете стабильные результаты литья.
Машины для литья под давлением с горячей камерой работают при более низких давлениях, чем машины с холодной камерой, поскольку система впрыска погружена в расплавленный металл. Такая конструкция позволяет быстро заполнять форму и сокращает время цикла. Вы получаете надежное литье металлов с низкой температурой плавления, но вы не можете использовать эту машину для таких металлов, как алюминий, для которых требуется более высокое давление. Интегрированная конструкция также помогает контролировать поток расплавленного металла, что позволяет оптимизировать заполнение формы и уменьшить количество дефектов в деталях.
Программное обеспечение для моделирования помогает регулировать параметры литья, такие как давление и температура, для улучшения качества. Вы можете использовать эти инструменты, чтобы убедиться, что расплавленный металл равномерно заполняет форму и охлаждается с нужной скоростью. Такой подход уменьшает количество отходов и помогает производить прочные детали с высокой детализацией в каждом цикле литья.
Давление и качество
Заполнение формы
Вам необходимо тщательно контролировать давление в процессе литья под давлением, чтобы добиться полного заполнения формы. При правильном давлении расплавленный металл быстро и равномерно течет в каждую часть формы. Это действие заполняет даже самые маленькие зазоры и снижает вероятность образования пузырей или неровностей поверхности. В таблице ниже показано, как различные уровни давления влияют на качество заполнения формы на каждом этапе:
Диапазон давления (бар) | Влияние на качество заполнения формы | Этап процесса |
100–1000 | Высокое давление быстро и равномерно подает расплавленный металл в матрицу, заполняя крошечные зазоры и уменьшая образование пузырьков и неровностей поверхности. | Первичное заполнение формы |
200–400 | Наносится после первоначального заполнения для удаления воздушных зазоров, обеспечения плотной структурной целостности и уменьшения пористости. | Инъекция и затвердевание |
~500 | Пример давления, при котором матрица может заполниться за 0,02 секунды, демонстрируя быстрое и полное заполнение. | Скорость заполнения формы |
Вы также получаете выгоду от специальных конструктивных особенностей пресс-формы. Створчатые каналы контролируют скорость расплавленного металла, обычно в пределах 1–5 м/с, чтобы избежать турбулентности и захвата воздуха. Конструкция направляющих помогает равномерно распределять металл, а небольшие вентиляционные отверстия удаляют захваченный воздух. Эти особенности в сочетании с литьем под давлением позволяют изготавливать высококачественные детали с гладкой поверхностью и прочной структурой.
Моделирование показывает, что если вы хорошо управляете давлением, вы уменьшаете турбулентность и захват воздуха. Это приводит к улучшению качества заполнения формы и уменьшению дефектов отливки.
Предотвращение дефектов
Литье под давлением играет ключевую роль в предотвращении дефектов в процессе литья. Поддерживая высокое давление как во время впрыска, так и во время затвердевания, вы гарантируете, что расплавленный металл полностью заполнит форму. Это снижает риск неполного заполнения и пористости. Давление также помогает выталкивать захваченные газы, которые могут вызвать газовую пористость, и компенсирует усадку по мере охлаждения металла.
Вы держите форму плотно закрытой под давлением, что предотвращает вспышку и обеспечивает точность отливки. Удерживая давление после заполнения, вы избегаете усадочной пористости и холодного закрытия. Правильная конструкция пресс-формы, вентиляция и контроль температуры в сочетании с литьем под давлением обеспечивают плавность и отсутствие газов потока расплавленного металла.
Если вы хотите избежать дефектов, всегда контролируйте и регулируйте давление на протяжении всего процесса литья. Такой подход помогает производить прочные и надежные отливки стабильного качества.
Машина для литья под давлением с горячей камерой по сравнению с другими методами
Сравнение давления
Вы заметите, что как машины для литья под давлением с горячей камерой, так и машины для литья под давлением с холодной камерой используют высокое давление для впрыска расплавленного металла в форму. Диапазон давления для каждого метода одинаков, обычно от 2000 до 20 000 фунтов на квадратный дюйм. В таблице ниже показано сравнение этих двух методов:
Тип литья под давлением | Диапазон давления (psi) |
Горячая камера | от 2000 до 20000 |
Холодная камера | от 2000 до 20000 |
Вы используете машину для литья под давлением с горячей камерой для металлов с низкой температурой плавления, таких как цинк и магний. Литейная машина поддерживает готовность расплавленного металла к быстрому впрыску, что помогает быстро и равномерно заполнять формы. Машины для литья под давлением с холодной камерой работают с такими металлами, как алюминий и медь, но этот процесс занимает больше времени, поскольку вам необходимо переносить расплавленный металл из отдельной печи. Обеим машинам требуется сильное зажимное усилие, чтобы удерживать форму закрытой во время впрыска под высоким давлением, что предотвращает появление дефектов в отливках.
Примечание. Требования к давлению не сильно меняются для деталей разных размеров, но мощность машины ограничивает максимальный размер отливок, которые вы можете производить.
Скорость и эффективность процесса
Вы обнаружите, что машина для литья под давлением с горячей камерой обеспечивает гораздо более быстрое время цикла, чем машины с холодной камерой. Встроенная печь и система прямого впрыска позволяют производить от сотен до тысяч отливок в час. В таблице ниже показана разница в скорости производства:
Метод литья под давлением | Скорость производства (отливок в час) | Ключевые характеристики процесса |
Литье под давлением с горячей камерой | От сотен до тысяч | Прямая подача расплавленного металла, быстрый впрыск, идеально подходит для небольших и сложных деталей. |
Литье под давлением в холодной камере | от 15 до 250 | Отдельные этапы плавления и переноса, более медленные циклы, подходящие для металлов с более высокой или более высокой температурой плавления. |
Вы получаете выгоду от более короткого времени цикла с машиной для литья под давлением с горячей камерой , иногда до 7 секунд на отливку. Такая скорость делает его идеальным для массового производства небольших детализированных деталей. Вы также экономите на инструментах, поскольку в процессе используются более низкие рабочие температуры, что продлевает срок службы матрицы и снижает затраты на замену. Литье под давлением с горячей камерой сводит к минимуму отходы и окисление, поэтому вы получаете более чистые отливки и снижаете затраты на материалы.
Вам следует выбрать машину для литья под давлением с горячей камерой, если вы хотите быстро и экономично производить мелкие детали. Этот процесс не подходит для алюминия, но отлично подходит для тех случаев, когда требуется большое количество отливок с точными деталями. Литейная машина помогает вам достичь высокой эффективности и снижения затрат в условиях массового производства.
Факторы влияния
Дизайн детали
Вы можете улучшить процесс литья под давлением с горячей камерой, сосредоточив внимание на продуманной конструкции деталей. То, как вы проектируете детали, влияет на то, насколько легко расплавленный металл заполняет форму и какое давление вам нужно. Вот несколько важных советов по дизайну:
Используйте одинаковую толщину стенок, обычно от 2,5 до 4 мм. Это помогает расплавленному металлу течь плавно и равномерно охлаждаться, что снижает давление, необходимое для заполнения формы.
Добавьте закругленные углы и скругления. Эти особенности позволяют металлу лучше течь, помогают газам выходить и уменьшают точки напряжения. Вы избегаете дефектов, которые в противном случае потребовали бы более высокого давления впрыска.
Минимизируйте подрезы. Меньшее количество подрезов облегчает перемещение металла через форму и позволяет извлекать готовые детали. Это предотвращает заклинивание и снижает требования к давлению.
Если вы будете следовать этим правилам проектирования, вы сделаете процесс литья более эффективным. Хорошо спроектированные детали со сглаженными углами и ровными стенками позволяют проводить процесс при более низком давлении, что помогает избежать дефектов и получить лучшие результаты во многих областях применения.
Выбор материала
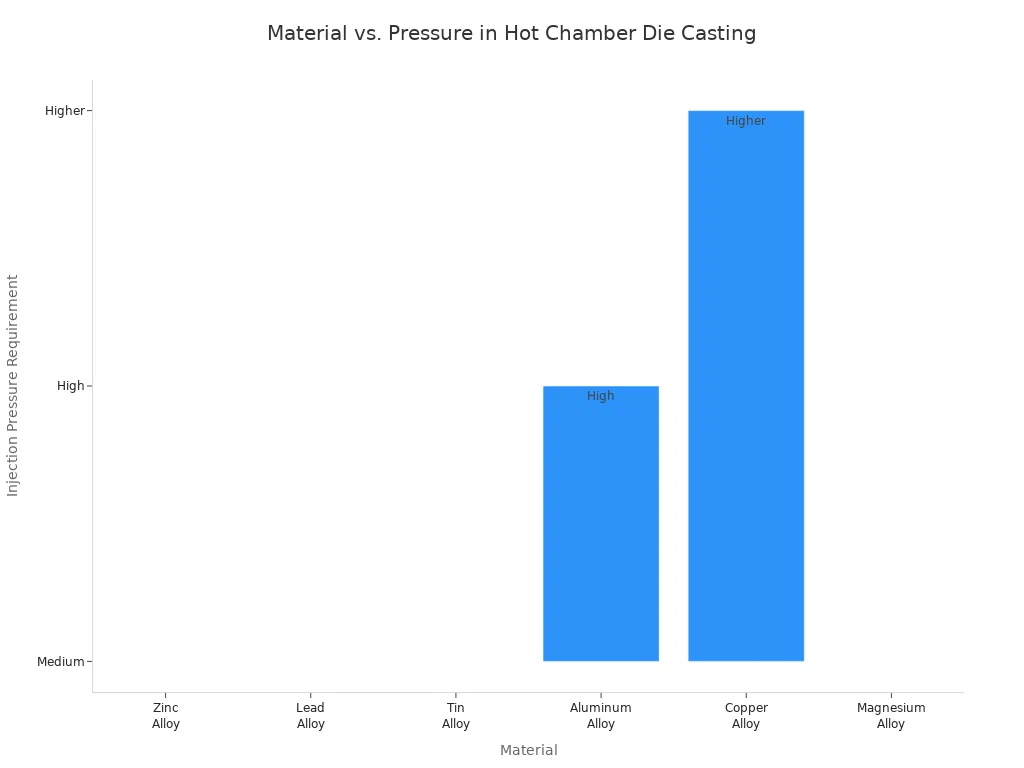
Материал, который вы выбираете для своих деталей, оказывает большое влияние на давление, необходимое при литье под давлением с горячей камерой. Лучше всего подходят сплавы с низкой температурой плавления, такие как цинк, свинец и олово. Эти металлы легко текут при более низких температурах, поэтому можно использовать средние давления впрыска. Магниевые сплавы также хорошо работают: им требуется давление от 40 до 100 МПа из-за их хорошей текучести и быстрого затвердевания. Алюминиевые и медные сплавы требуют гораздо более высоких температур и давлений, которые могут повредить оборудование и вызвать окисление. Для большинства применений следует выбирать материалы с хорошей текучестью и низкой температурой плавления, чтобы обеспечить эффективность процесса и безопасность формы.
Материал | Точка плавления (°С) | Пригодность для литья под давлением с горячей камерой | Требуемое давление впрыска | Примечания по давлению и оборудованию |
Цинковый сплав | ~419 | Подходящий | Середина | Хорошая текучесть, требуется низкое давление |
Свинцовый сплав | ~327 | Подходящий | Середина | Очень низкая температура плавления, легкость литья. |
Оловянный сплав | ~230 | Подходящий | Середина | Низкая температура плавления, плавное течение. |
Алюминиевый сплав | ~660 | Не подходит | Высокий | Высокое давление, нагрузка на оборудование |
Медный сплав | ~1000 | Осторожность | Выше | Высокое давление, не идеальное |
Магниевый сплав | ~650 | Подходящий | Середина | Хорошая текучесть, управляемое давление |
Возможности машины
Характеристики вашей машины устанавливают ограничения на давление и качество процесса литья. Встроенная система печи поддерживает нужную температуру расплавленного металла, что помогает быстро производить множество деталей. Высокоскоростные механизмы впрыска, такие как гидравлические поршни, позволяют впрыскивать металл в форму под высоким давлением и скоростью. Это гарантирует полное заполнение формы и сохранение мелких деталей. Автоматизированные системы выброса и смазки матрицы облегчают извлечение деталей и защищают форму, что повышает эффективность и продлевает срок службы формы. Элементы управления на сенсорном экране позволяют настраивать параметры для каждого приложения, чтобы вы могли адаптировать процесс к потребностям вашей детали. Системы безопасности и охлаждения обеспечивают бесперебойную работу машины и предотвращают перегрев, что обеспечивает стабильное качество.
Возможности машины | Влияние на давление и качество продукции |
Интегрированная система печи | Поддерживает металл готовым к быстрым циклам и стабильному давлению. |
Высокоскоростной механизм впрыска | Обеспечивает точное заполнение формы и гладкую поверхность. |
Автоматический выброс/смазка | Сокращает время цикла и защищает форму. |
Сенсорное управление | Позволяет точно регулировать давление и контролировать процесс литья. |
Системы безопасности и охлаждения | Предотвращает перегрев и поддерживает стабильное качество. |
Выбирая машину для литья под давлением с горячей камерой, всегда проверяйте, чтобы ее максимальное давление, объем впрыска и сила зажима соответствовали размеру вашей детали и требованиям формы. Это поможет вам избежать дефектов и обеспечит бесперебойную работу процесса литья для всех ваших применений.
Вам необходимо установить правильное давление в машине для литья под давлением с горячей камерой, чтобы получить прочные и точные отливки. Правильный выбор давления улучшает заполнение формы, уменьшает дефекты и повышает скорость производства.
Более высокое давление повышает прочность на разрыв и снижает пористость, но чрезмерное давление может повредить машину для литья под давлением с горячей камерой и сократить срок службы формы.
Оптимизация давления помогает вам сэкономить на затратах на техническое обслуживание и увеличить производительность, особенно при работе с производителями машин для литья под давлением с горячей камерой.
Регулярный мониторинг и техническое обслуживание предотвращают долгосрочные проблемы, такие как отказы гидравлики и дефекты отливки.
Всегда балансируйте давление с температурой, скоростью впрыска и возможностями машины, чтобы поддерживать качество и эффективность литья под давлением с горячей камерой.
Часто задаваемые вопросы
Что такое машина для литья под давлением с горячей камерой?
Машина для литья под давлением с горячей камерой плавит металл внутри встроенной печи. Вы впрыскиваете расплавленный металл непосредственно в форму с помощью гидравлического плунжера. Эта машина лучше всего работает с такими металлами, как цинк и магний. Вы получаете быстрые циклы и высококачественные детали.
Почему для изготовления мелких деталей следует выбирать литье под давлением с горячей камерой?
Для изготовления мелких деталей следует использовать литье под давлением с горячей камерой, поскольку этот процесс обеспечивает быстрое время цикла и точную детализацию. Машина для литья под давлением с горячей камерой быстро заполняет формы, что делает ее идеальной для крупносерийного производства сложных компонентов.
Как установить правильное давление на машине для литья под давлением с горячей камерой?
Вы устанавливаете правильное давление, следуя инструкциям станка и согласовывая его с вашим сплавом. Большинство машин для литья под давлением с горячей камерой позволяют регулировать давление с помощью сенсорного экрана. Всегда проверяйте рекомендуемые настройки производителей машин для литья под давлением с горячей камерой.
Какие металлы лучше всего работают в машинах для литья под давлением с горячей камерой?
Наилучшие результаты вы получите со сплавами цинка, магния, свинца и олова. Эти металлы имеют низкую температуру плавления и легко текут. Машины для литья под давлением с горячей камерой не могут обрабатывать алюминий или медь, поскольку они требуют более высоких температур и давлений.
Как производители машин для литья под давлением с горячей камерой улучшают качество литья?
Производители машин для литья под давлением с горячей камерой добавляют такие функции, как автоматическое управление, усовершенствованные датчики и эффективные системы охлаждения. Эти обновления помогают поддерживать стабильное давление, уменьшать количество дефектов и производить стабильные высококачественные отливки в каждом цикле.

 Pусский
Pусский










