Машины для литья под давлением алюминия достигают высокой точности благодаря сочетанию передовых технологий, точного контроля процесса и строгого контроля качества. Вы получаете выгоду от литья алюминия под давлением, поскольку оно позволяет производить сложные детали с превосходными механическими свойствами, отвечающими строгим допускам. Производители используют строгий контроль качества, включая проверку размеров и тестирование материалов, для проверки каждой детали. Такая точность обеспечивает надежную работу и укрепляет доверие клиентов.
Ключевые выводы
Литье алюминия под давлением обеспечивает высокую точность благодаря передовым технологиям и строгому контролю качества, что обеспечивает надежную работу.
Правильная конструкция штампа и выбор материала имеют решающее значение для минимизации дефектов и поддержания точности при литье алюминия под давлением.
Регулярная калибровка машин для литья под давлением помогает выявлять отклонения, уменьшая дефекты и повышая производительность.
Мониторинг и автоматизация в режиме реального времени повышают точность, обеспечивая мгновенную корректировку и раннее обнаружение потенциальных проблем.
Надежная программа обеспечения качества, включая технологические проверки и окончательные испытания, гарантирует соответствие каждой детали строгим отраслевым стандартам.
Точность штампов и станков
Точность при литье алюминия под давлением начинается с проектирования и проектирования как матрицы, так и машины. Вы полагаетесь на эти элементы для достижения стабильных и высококачественных результатов. Давайте разберем, как каждый фактор способствует точности.
Дизайн штампа
Вы получаете выгоду от передовой конструкции штампа, поскольку она напрямую влияет на точность размеров алюминиевых деталей, отлитых под давлением. Дизайнеры используют программное обеспечение для моделирования процесса литья под давлением перед производством. Этот шаг помогает прогнозировать скорость усадки и оптимизировать параметры процесса, снижая риск возникновения дефектов.
Программное обеспечение для моделирования, такое как STAR-Cast, моделирует взаимодействие расплавленного металла и воздуха. Это предотвращает попадание воздуха и улучшает целостность каждой отливки.
Проектирование для технологичности (DFM) позволяет заранее решить потенциальные производственные проблемы.
Постоянная толщина стенок сводит к минимуму дефекты и обеспечивает равномерное охлаждение.
Идеальные углы уклона облегчают извлечение деталей из матрицы, что повышает точность.
Точные допуски гарантируют соответствие деталей строгим спецификациям.
Совет: постоянная толщина стенок и правильные углы уклона помогут избежать типичных дефектов отливки.
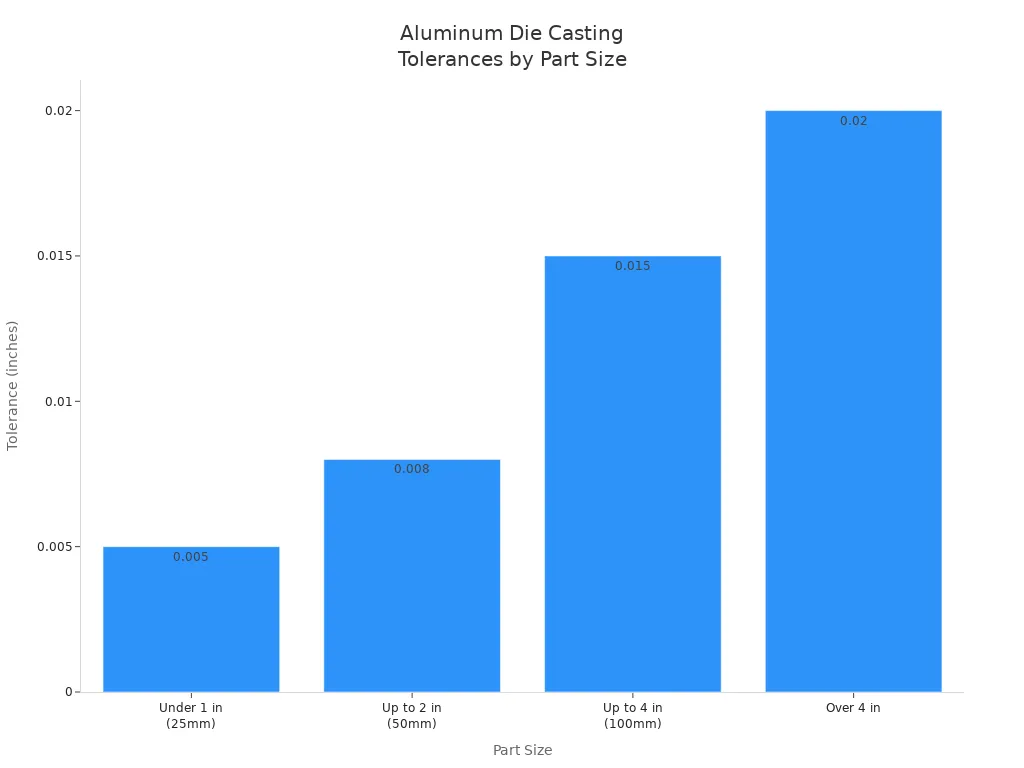
Вот как классифицируются стандартные отраслевые допуски для точности штампов и машин при литье алюминия под давлением:
Класс A: самые строгие допуски для критических зон.
Класс B: умеренные допуски для общего применения.
Класс C: более низкие требования к точности.
Размер детали | Толерантность |
Менее 1 дюйма (25 мм) | ±0,005 дюйма (±0,13 мм) |
До 2 дюймов (50 мм) | ±0,008 дюйма (±0,20 мм) |
До 4 дюймов (100 мм) | ±0,015 дюйма (±0,38 мм) |
Более 4 дюймов | ±0,02 дюйма (±0,51 мм) |
Общий стандарт | ±1–2 % от номинального размера |
Выбор материала
Выбор правильных материалов для штампов имеет важное значение для точности и долговечности литья алюминия под давлением. Вам нужны штампы, которые прослужат долго и сохранят точность в течение многих циклов. Большинство производителей выбирают инструментальные стали и инструментальные стали для горячей обработки, поскольку они обладают высокой твердостью и термостойкостью. Сплавы на основе никеля обеспечивают самый длительный срок службы штампа, но они стоят дороже и их труднее обрабатывать.
Тип материала | Ключевые свойства | Распространенные оценки/примеры |
Инструментальные стали | Высокая твердость, термостойкость, хорошая обрабатываемость, экономичность. | А2, А6, Д2, Н13 |
Инструментальные стали для горячей обработки | Сохраняет прочность и твердость при высоких температурах. | Н11, Н13, Н19, Н21 |
Сплавы на основе никеля | Самый длительный срок службы штампа, высокая стоимость, сложность обработки. | Н/Д |
Неправильный выбор материала приводит к преждевременному выходу пресс-формы из строя. Около 70% ранних отказов возникают из-за неправильного выбора материала или термической обработки. Вы можете избежать дорогостоящих простоев, если поймете формы отказов и выберете правильные материалы для литья под давлением алюминия.
Калибровка машины для литья алюминия под давлением
Регулярная калибровка вашей машины для литья под давлением алюминия гарантирует ее работу в пределах заданных допусков. Калибровка необходима для выявления и устранения отклонений, вызванных износом. Такой упреждающий подход сводит к минимуму дефекты и снижает процент брака, что повышает производительность.
Калибровка обеспечивает правильную работу систем контроля температуры.
Поддержание идеального температурного диапазона имеет важное значение для процесса литья под давлением.
Усовершенствованные машины обеспечивают превосходный контроль давления, скорости и температуры впрыска. Эти функции помогают исключить человеческие ошибки и обеспечить стабильное качество.
Обработка с ЧПУ и автоматизированное измерительное оборудование проверяют соответствие каждой отливки требуемым допускам.
Цифровые инструменты контроля помогут вам поддерживать высокие стандарты при литье алюминия под давлением.
Примечание. Для литья под давлением автомобильного алюминия часто требуются допуски в пределах от ±0,05 мм до ±0,1 мм. Достижение этих допусков предотвращает перекосы и сбои системы.
Вы можете положиться на машины для литья под давлением с холодной камерой для алюминиевых сплавов, поскольку они выдерживают более высокие температуры плавления и обеспечивают точный контроль. Достижения машиностроения, такие как подключение датчиков и автоматизированная регулировка, еще больше повышают точность и эффективность.
Управление процессом
Точность литья алюминия под давлением зависит от того, насколько хорошо вы контролируете процесс. Для достижения стабильных результатов вам необходимо управлять температурой, давлением и выбором оборудования. Каждый фактор играет уникальную роль в минимизации дефектов и обеспечении соответствия деталей из литого алюминия строгим спецификациям.
Управление температурой
Вы должны уделять пристальное внимание температуре во время процесса литья под давлением. Температура как расплавленного алюминия, так и самой матрицы влияет на стабильность размеров конечного продукта. Для большинства алюминиевых сплавов, таких как A380, A360 и ADC1, температура литья составляет от 660°C до 710°C. Вам также необходимо поддерживать температуру формы в пределах от 180°C до 250°C. Тщательный контроль помогает создавать сложные формы с постоянным качеством.
Правильное управление температурой контролирует, насколько быстро металл остывает и затвердевает. Этот шаг имеет решающее значение для сохранения механических свойств и точности литья алюминия под давлением.
Если вы предотвратите быстрое охлаждение в определенных областях, вы уменьшите захват газа. Это приводит к более плотной и однородной структуре.
Оптимизируя температуру, вы также минимизируете потребность в обслуживании матрицы. Это повышает эффективность производства и снижает затраты.
Совет: Используйте карты фронта потока и карты времени затвердевания, чтобы определить области, где неравномерное заполнение или охлаждение может вызвать напряжение или изменение размеров.
Технологии моделирования, такие как ProCAST и Mold Flow Analysis, помогают визуализировать путь потока, распределение температуры и последовательность затвердевания. Эти инструменты позволяют корректировать параметры процесса еще до начала производства, снижая риск возникновения дефектов.
Регулирование давления
Контроль давления является еще одним ключевым фактором при литье алюминия под давлением. Вам необходимо применить необходимое давление, чтобы заполнить матрицу полностью и равномерно. Оптимальный диапазон давления для литья алюминия под давлением составляет от 100 до 1000 бар. На втором этапе инъекции следует использовать давление от 200 до 400 бар. На этом этапе удаляются воздушные зазоры и улучшается структурная целостность отливки.
Высокое давление гарантирует, что расплавленный алюминий достигнет каждой части матрицы, даже в тонких или сложных секциях.
Постоянное давление снижает вероятность возникновения дефектов, таких как пористость или неполное заполнение.
Вы можете использовать такие технологии моделирования, как CFD (вычислительная гидродинамика) и FEA (анализ методом конечных элементов), чтобы предсказать, как давление повлияет на процесс литья под давлением.
Метод | Описание |
Технологии моделирования | Такие методы, как CFD, FEA и анализ термических напряжений, позволяют прогнозировать поведение металла при заполнении и охлаждении. |
Оптимизация системы охлаждения | Повышает эффективность охлаждения, уменьшая отклонения в размерах. |
Дизайн для технологичности | Основное внимание уделяется оптимизации конструкции матрицы для минимизации дефектов и отклонений во время литья. |
Обучение операторов также играет большую роль. Квалифицированные операторы знают, как настраивать машины, распознавать дефекты и обслуживать оборудование. Их опыт поможет вам добиться высокой точности при каждой отливке.
Машины с холодной и горячей камерой
Вам необходимо выбрать подходящую машину для вашего применения. Машины для литья под давлением с холодной камерой и машины с горячей камерой предлагают различные преимущества и уровни точности. Литье под давлением с холодной камерой является предпочтительным методом для алюминиевых сплавов, поскольку оно обеспечивает более высокие температуры плавления и обеспечивает лучший контроль над процессом.
Особенность | Литье под давлением в холодной камере | Литье под давлением с горячей камерой |
Точность размеров | Высокая точность размеров и постоянство | Более низкая точность из-за контроля потока металла |
Совместимость материалов | Подходит для сплавов с более высокой температурой плавления. | Подходит для сплавов с более низкой температурой плавления. |
Время цикла | Более медленное время цикла, но универсальное | Быстрее за счет немедленной доступности металла |
Литье под давлением с холодной камерой широко используется в отраслях, требующих высокой точности, таких как автомобилестроение, медицина и аэрокосмическая промышленность.
Машины с горячей камерой лучше работают с металлами с более низкой температурой плавления, но они не обеспечивают такой же уровень точности при литье алюминия под давлением.
Достижения в области управления процессами, такие как технологии Индустрии 4.0, упростили мониторинг и корректировку переменных процесса в режиме реального времени. На некоторых производственных предприятиях системы искусственного интеллекта собирают тысячи точек данных для каждого выстрела. Эти системы анализируют данные для выявления условий, приводящих к дефектам, что позволяет вам точно настроить процесс и повысить качество.
Примечание. Сочетая точное управление температурой и давлением с правильным выбором оборудования, вы можете стабильно производить высококачественные детали для литья под давлением из алюминия, соответствующие строгим отраслевым стандартам.
Автоматизация и датчики
Автоматизация и датчики играют ключевую роль в повышении точности литья алюминия под давлением. Вы можете положиться на эти технологии для мониторинга, настройки и обнаружения ошибок во время производства. Такой подход помогает производить алюминиевые детали, отлитые под давлением, стабильного качества.
Мониторинг в реальном времени
Вы получаете выгоду от систем мониторинга в реальном времени, которые отслеживают параметры процесса каждую секунду. Эти системы используют передовые алгоритмы и информационные панели для визуализации данных и прогнозирования проблем с качеством до того, как они возникнут.
Тип системы мониторинга | Описание |
Модель машинного обучения | Использует данные для прогнозирования качества и мониторинга параметров процесса, обеспечивая раннее обнаружение дефектов. |
Алгоритм случайного леса | Прогнозирует дефекты путем анализа данных о температуре пресс-форм, используемых на заводах по литью компонентов автомобильных двигателей. |
Панели визуализации данных | Показывает результаты прогнозирования, которые помогут вам принимать более обоснованные решения в работе предприятия. |
Аналитика данных в реальном времени в сочетании с искусственным интеллектом и автоматизацией снижает количество человеческих ошибок и повышает точность размеров. Вы увидите меньше отходов материала и более стабильные результаты на производственных линиях для литья алюминия под давлением.
Автоматизированные корректировки
Автоматизация позволяет мгновенно корректировать переменные процесса. Вы можете контролировать скорость впрыска, смазку пресс-формы, приложение давления, скорость плунжера и время удержания давления. Эти регулировки обеспечивают повторяемость и точность в каждом цикле.
Параметр | Влияние на процесс |
Скорость впрыска | Обеспечивает равномерное заполнение форм. |
Смазка пресс-формы | Уменьшает трение и износ пресс-формы |
Применение давления | Сохраняет однородное качество литья |
Скорость плунжера | Контролирует скорость потока алюминия |
Время удержания давления | Влияет на процесс затвердевания |
Автоматизированные системы хорошо работают при литье под давлением в холодной камере. Вы получаете точный контроль над каждым этапом, что приводит к лучшим результатам литья алюминия под давлением.
Совет: Автоматизированные настройки помогают поддерживать высокие стандарты и сокращать время простоев.
Обнаружение ошибок
Вам необходимо надежное обнаружение ошибок, чтобы обнаружить дефекты на ранней стадии. Визуальный осмотр с помощью искусственного интеллекта использует камеры высокого разрешения и интеллектуальные алгоритмы для обнаружения трещин и дефектов поверхности, которые могут быть пропущены при ручной проверке. Эта технология позволяет сканировать тысячи деталей в минуту, делая контроль качества более быстрым и точным.
Рентгеновский контроль выявляет внутренние дефекты в алюминиевом литье под давлением.
Требуются квалифицированные операторы, но автоматизированные системы делают обнаружение проще и надежнее.
Автоматическое обнаружение ошибок имеет решающее значение для обнаружения небольших дефектов и повышения общей точности.
Методология | Ключевые выводы |
Обнаружение на основе глубокого обучения (YOLOv5) | Обеспечивает высокую точность (средняя средняя точность 0,971) при обнаружении дефектов. |
Реализация в режиме реального времени | Быстро обнаруживает и классифицирует дефекты без дорогостоящего оборудования. |
Применимость | Подходит для многих металлических деталей, соответствующих стандартам качества. |
Вы можете доверять этим технологиям, чтобы обеспечить точность и эффективность процесса литья алюминия под давлением.
Обеспечение качества при литье алюминия под давлением
Обеспечение качества лежит в основе производства точных алюминиевых компонентов, отлитых под давлением. Вам нужна надежная система для раннего обнаружения дефектов и обеспечения соответствия каждой детали строгим стандартам. Этот процесс включает в себя несколько этапов: от внутрипроизводственного контроля до окончательного тестирования.
Текущий контроль
Вы можете использовать несколько методов контроля во время производства, чтобы поддерживать точность при литье алюминия под давлением. Эти методы помогут вам обнаружить проблемы до того, как они станут дорогостоящими:
Визуальный осмотр позволяет проверить наличие дефектов поверхности, таких как трещины или шероховатости.
При измерении размеров используются прецизионные инструменты, позволяющие подтвердить соответствие деталей алюминиевого литья жестким допускам.
Испытания механических свойств проверяют прочность на разрыв, твердость и усталостную прочность.
Неразрушающий контроль, например рентгеновский или ультразвуковой методы, позволяет обнаружить скрытые внутренние дефекты.
Совет: Раннее обнаружение дефектов во время производства снижает процент брака и повышает общее качество.
Постобработка
После литья необходимо доработать детали из алюминиевого литья, чтобы добиться необходимой точности и чистоты. Постобработка может устранить до 60% дефектов, делая ваши компоненты более надежными и визуально привлекательными. Такие отрасли промышленности, как автомобильная и аэрокосмическая, требуют такого уровня точности.
Обрезка и удаление заусенцев позволяют удалить лишний материал, например заусенцы и затворы, которые могут повлиять на качество.
Резка и распиловка помогают добиться жестких допусков и гладкости поверхности.
Выполнив следующие действия, вы убедитесь, что каждая деталь соответствует отраслевым стандартам.
Финальное тестирование
Перед отправкой вам необходимо проверить точность каждого алюминиевого изделия, литого под давлением. Окончательные методы тестирования включают в себя:
Метод тестирования | Описание |
Проверка размеров | Подтверждает соответствие деталей требуемым размерам, часто с использованием координатно-измерительных машин (КИМ). |
Рентгеновский контроль | Выявляет внутренние дефекты, такие как трещины или пустоты. |
Проверка пенетранта жидкими красителями (LPI) | Подчеркивает небольшие дефекты поверхности с помощью специальных красителей и проявителей. |
Комплексная программа обеспечения качества уменьшает дефекты и повышает стабильность. Вы получаете выгоду от надежных результатов литья под давлением алюминия, снижения процента брака и большей удовлетворенности клиентов.
Вы достигаете высокой точности при литье алюминия под давлением, сочетая точность штампов и машин, управление процессом, автоматизацию и контроль качества. Каждый элемент поддерживает другие, создавая надежную систему для производства согласованных деталей.
Прогнозные модели используют реальные производственные данные, чтобы показать, как эти факторы улучшают качество продукции.
Методы регрессии помогут вам найти лучшие производственные параметры для литья алюминия под давлением.
Многие думают, что точность зависит только от станка. На самом деле вам нужен комплексный подход, включающий проектирование, мониторинг и тестирование.
Часто задаваемые вопросы
Что делает машины для литья под давлением алюминия такими точными?
Вы получаете высокую точность от машин для литья под давлением алюминия, поскольку они используют усовершенствованные средства управления, точные матрицы и мониторинг в реальном времени. Эти функции помогают добиться жестких допусков и стабильных результатов, особенно при использовании литья под высоким давлением для сложных деталей.
Чем литье под давлением в горячей камере отличается от методов литья в холодной камере?
При литье под давлением с горячей камерой используется машина, в которой металл остается в нагретой камере. Этот метод лучше всего работает для металлов с низкой температурой плавления. В машинах для литья под давлением алюминия обычно используются методы холодной камеры, поскольку алюминий плавится при более высоких температурах.
Можно ли использовать литье под давлением с горячей камерой для алюминиевых сплавов?
Для алюминиевых сплавов нельзя использовать литье под давлением с горячей камерой. Этот процесс работает для таких металлов, как цинк или магний. Алюминий нуждается в машине для литья под давлением с холодной камерой, поскольку для него требуются более высокие температуры плавления.
Почему мониторинг в режиме реального времени важен при литье алюминия под давлением?
Мониторинг в реальном времени позволяет отслеживать температуру, давление и другие переменные во время производства. Вы можете обнаружить проблемы на ранней стадии, отрегулировать настройки и обеспечить максимальную точность работы каждой машины для литья под давлением алюминия.
В каких отраслях используются машины для литья под давлением алюминия?
Машины для литья под давлением алюминия можно найти в автомобильной, аэрокосмической и электронной промышленности. Этим секторам необходимы точные и надежные детали, которые могут обеспечить только передовые методы литья под давлением.

 Pусский
Pусский