При литье под давлением вы полагаетесь на систему охлаждения, которая регулирует температуру матрицы и быстро и равномерно затвердевает расплавленный металл. В машине для литья под давлением с холодной камерой этот процесс становится важным, поскольку вы работаете с металлами, требующими более высоких температур плавления и точного термоконтроля. Система охлаждения при литье под давлением с холодной камерой не только повышает эффективность машин для литья под давлением, но также помогает сократить время цикла, повысить точность размеров и продлить срок службы матрицы. Усовершенствованные методы охлаждения при литье под давлением с холодной камерой сводят к минимуму дефекты и поддерживают стабильное и энергоэффективное производство.
Ключевые выводы
Система охлаждения контролирует температуру штампа, обеспечивая быстрое и равномерное затвердевание расплавленного металла, улучшая прочность детали и качество поверхности.
Правильное охлаждение предотвращает такие дефекты, как пористость, коробление и трещины, что помогает производить прочные и точные отливки.
В каналах охлаждения циркулирует вода или масло для эффективного отвода тепла, а современные конструкции, такие как конформные каналы, обеспечивают лучший контроль температуры.
Эффективное охлаждение сокращает время цикла, повышает производительность и продлевает срок службы штампа за счет снижения термического напряжения и износа.
Современные методы охлаждения включают мониторинг температуры в режиме реального времени и использование экологически чистых жидкостей, которые повышают качество, экономят энергию и поддерживают устойчивое производство.
Основы системы охлаждения
Что он делает
Вы зависите от системы охлаждения для управления теплом во время процесса литья под давлением в холодной камере. Система отводит тепло от расплавленного металла по мере его заполнения матрицы, помогая металлу затвердевать быстро и равномерно. Охлаждающие каналы внутри формы поддерживают постоянную температуру, обычно от 200°C до 300°C. Этот температурный диапазон помогает снизить термическое напряжение и улучшить зернистую структуру каждой отливки. Когда вы используете правильные методы охлаждения, вы получаете более прочные детали с лучшим качеством поверхности. Например, алюминиевые детали, охлажденные при температуре около 250°C, могут иметь на 20 % более высокую прочность на разрыв, чем детали, охлаждаемые медленнее.
Для достижения этих результатов в системе охлаждения используется несколько компонентов:
В современных машинах для литья под давлением с холодной камерой вы также можете найти расширенные функции, такие как термоштыри или конформные каналы охлаждения. Эти инструменты помогут вам контролировать процесс и нацеливаться на определенные области, требующие дополнительного охлаждения.
Почему это важно
Правильное охлаждение существенно влияет на качество и эффективность процесса литья под давлением в холодной камере. Если вы не контролируете температуру, вы рискуете получить такие дефекты, как усадочная пористость, деформация или трещины. Неравномерное охлаждение может привести к появлению внутренних пустот или слабых мест в отливках. Вам следует избегать этих проблем, поскольку они снижают прочность и долговечность ваших деталей.
Примечание. Поддержание правильной температуры матрицы также продлевает срок ее службы и снижает затраты на техническое обслуживание.
Если вы хорошо управляете охлаждением, вы сокращаете время цикла и повышаете производительность. Более быстрое охлаждение приводит к более мелкозернистой структуре, что означает более прочные и надежные детали. Вы также предотвращаете термическую усталость и износ пресс-формы, что обеспечивает бесперебойную работу вашей машины для литья под давлением с холодной камерой. Сосредоточив внимание на охлаждении, вы гарантируете, что каждый этап процесса дает высококачественные результаты и соответствует отраслевым стандартам.
Процесс литья под давлением с холодной камерой
Этапы впрыска и охлаждения
При работе на машине для литья под давлением с холодной камерой необходимо следовать точной последовательности. Этот процесс гарантирует создание прочных и точных деталей из тугоплавких сплавов. Вот основные шаги, которые вы предпринимаете:
Подготовьте систему инструментов для литья под давлением. Вы должны убедиться, что форма соответствует нужной форме и размеру.
Расплавьте металл в отдельной печи. Вы поддерживаете расплавленный металл при нужной температуре для литья.
Залейте расплавленный металл в напорную камеру. Вы переносите его быстро, чтобы избежать потерь тепла.
Используйте гидравлический плунжер, чтобы ввести расплавленный металл в полость матрицы. Камера давления заставляет металл заполнять каждую часть формы.
Дайте расплавленному металлу остыть и затвердеть внутри матрицы. Система охлаждения в машине для литья под давлением с холодной камерой отводит тепло через встроенные каналы и охладители.
Откройте матрицу и извлеките готовую деталь. Затем вы обрезаете и проверяете качество отливки.
Совет: Время охлаждения зависит от типа металла, толщины детали и температуры матрицы. Правильное охлаждение предотвращает такие дефекты, как деформация или усадка.
Вы заметили, что барокамера играет ключевую роль на каждом этапе. Он удерживает расплавленный металл, контролирует впрыск и помогает управлять фазой охлаждения.
Ключевые компоненты
Для контроля температуры и качества в машине для литья под давлением с холодной камерой используются несколько важных частей:
Через фильерные блоки проходят каналы охлаждения. По этим каналам циркулирует вода или масло для отвода тепла от расплавленного металла.
Камера давления принимает расплавленный металл и использует гидравлическую силу для впрыска его в матрицу.
Охладители или теплообменники регулируют температуру гидравлического масла и самой матрицы.
Смотровые окна позволяют контролировать поток охлаждающей воды и проверять наличие проблем.
Система охлаждения в машинах для литья под давлением с холодной камерой более совершенна, чем в машинах с горячей камерой. Вы используете литье под давлением в холодной камере для таких металлов, как алюминий и медь, которые имеют более высокие температуры плавления. Напорная камера и система охлаждения должны выдерживать большие тепловые нагрузки. При литье под давлением с горячей камерой печь находится внутри машины, и процесс протекает быстрее. При литье под давлением с холодной камерой расплавленный металл переносится из внешней печи, а это означает, что необходимо более тщательно контролировать охлаждение, чтобы избежать дефектов.
Аспект | Литье под давлением с горячей камерой | Литье под давлением в холодной камере |
Расположение печи | Внутри машины | Отдельная внешняя печь |
Передача металла | Прямо через гибкую шею | Залито в барокамеру |
Скорость производства | Более быстрые циклы | Более медленные циклы |
Охлаждение и затвердевание | Под давлением в штампе | Охлаждение, управляемое каналами и охладителями |
Риск дефектов | Низкое окисление | Повышенный риск образования пор и усадки. |
Вы выбираете литье под давлением с холодной камерой, когда вам нужно отливать тугоплавкие сплавы. Система охлаждения и камера давления работают вместе, контролируя затвердевание и обеспечивая структурную целостность ваших деталей.
Методы охлаждения при литье под давлением в холодной камере
Водяное, воздушное и масляное охлаждение
Для контроля температуры при литье под давлением в холодной камере используется несколько охлаждающих жидкостей. Вода является наиболее распространенным охлаждающим агентом, поскольку она быстро поглощает тепло и легко циркулирует по охлаждающим каналам. Вы можете регулировать скорость потока, чтобы точно настроить охлаждающий эффект. Каналы с водяным охлаждением помогают поддерживать равномерную температуру, что снижает коробление и усадку литых деталей. Однако вам необходимо следить за коррозией и образованием известкового налета, которые могут заблокировать каналы и усложнить обслуживание.
Масляное охлаждение обеспечивает лучшую устойчивость к коррозии и накипи. Вы выбираете масло, когда вам необходимо стабильное охлаждение в течение длительного производственного цикла или когда вода может вызвать термический удар. Масляные охлаждающие жидкости также помогают избежать резких изменений температуры, которые могут привести к растрескиванию штампа. Воздушное охлаждение менее распространено, но полезно для пресс-форм сложной формы или когда вам нужно более медленное и контролируемое охлаждение. Системы с воздушным охлаждением хорошо подходят для тонкостенных деталей и помогают обеспечить точность размеров.
Совет: Экологичные охлаждающие жидкости, такие как масла растительного происхождения, снижают воздействие на окружающую среду и повышают безопасность оператора. Эти жидкости также продлевают срок службы инструмента и улучшают качество поверхности по сравнению с минеральными маслами.
Охлаждающая жидкость | Преимущества | Недостатки |
Вода | Быстрый отвод тепла, простота управления | Коррозия, накипь, частая очистка |
Масло | Стабильность, меньше коррозии, бережное охлаждение | Медленная передача тепла, более высокая стоимость. |
Воздух | Контролируемое охлаждение, подходит для тонких деталей | Низкая эффективность, ограниченное использование |
На растительной основе | Экологичность, увеличенный срок службы инструмента | Может потребоваться настройка системы |
Каналы охлаждения
Вы полагаетесь на охлаждающие каналы для перемещения охлаждающей жидкости через матрицу и отвода тепла из полости формы. Конструкция и расположение этих каналов влияют на равномерность охлаждения кристалла. Каналы, расположенные ближе к поверхности формы, улучшают отвод тепла примерно на 10% на каждый миллиметр близости. При использовании более высокого давления охлаждающей жидкости вы достигаете более быстрой стабилизации температуры и снижаете термическое контактное сопротивление до 33%.
Параметр | Описание/Результат |
Близость канала | Расстояние от поверхности формы на расстоянии 6,5 мм по сравнению с 9,5 мм улучшает рассеивание тепла примерно на 10 % на мм. |
Термическое контактное сопротивление | Снижение на ~28-33% за счет более близких каналов и давления 30 бар, что обеспечивает более быструю стабилизацию температуры. |
Скорость теплопередачи | 186 Вт при расстоянии канала 6,5 мм против 127 Вт при расстоянии 9,5 мм |
Градиент температуры | Поддерживается при температуре ниже 5°C благодаря конформному охлаждению для равномерного затвердевания. |
Влияние расхода охлаждающей жидкости | Увеличение потока с 215 до 425 мл/мин сокращает тепловую постоянную времени, обеспечивая быструю стабилизацию температуры. |
Влияние на качество детали | Равномерное охлаждение уменьшает дефекты, такие как пористость и микротрещины, улучшая качество деталей. |
Влияние на время цикла | Более быстрое и равномерное охлаждение сокращает время цикла, повышая производительность. |
Дополнительные примечания | Накопление известкового налета в традиционных каналах увеличивает термическое сопротивление; конструкции, оптимизированные по топологии, смягчают эту проблему. |
Вы можете выбрать прямые, спиральные или конформные каналы охлаждения. Прямолинейные каналы легко изготовить, но они могут привести к неравномерному охлаждению и образованию горячих точек. Спиральные каналы улучшают однородность температуры, но увеличивают сопротивление потоку. Конформные каналы охлаждения повторяют форму полости формы, обеспечивая превосходный контроль температуры и снижая термические напряжения. Гибридные конструкции сочетают в себе технологичность и эффективность охлаждения.
Прямые каналы: просто, но могут привести к появлению горячих точек.
Спиральные каналы: лучшая однородность, более высокое сопротивление потоку.
Конформные каналы: лучшая однородность температуры, меньше дефектов.
Гибридные конструкции: умеренные температурные градиенты, простота изготовления.
Вы обнаружите, что конформные каналы охлаждения поддерживают равномерное распределение температуры, что уменьшает коробление и улучшает качество деталей. При крупносерийном производстве эти каналы могут сократить время цикла почти на 40 %, повышая производительность примерно на 50 %. Вы также заметите, что равномерное охлаждение помогает избежать таких дефектов, как пористость и микротрещины.
Передовые методы
Вы можете использовать передовые методы охлаждения для дальнейшего улучшения процесса литья под давлением в холодной камере. При прямом охлаждении охлаждающая жидкость подается прямо на поверхность матрицы, тогда как при непрямом охлаждении используются каналы, встроенные в матрицу. Косвенное охлаждение, такое как непрямое литье под давлением, позволяет избежать захвата оксидов и предварительного затвердевания, что приводит к более однородной микроструктуре и более высокой производительности.
Современные машины для литья под давлением с холодной камерой часто оснащены контролем температуры в режиме реального времени. Вы отслеживаете температуру в нескольких зонах и получаете оповещения о неэффективности охлаждения. Эта технология позволяет мгновенно регулировать поток и давление охлаждающей жидкости, предотвращая перегрев и тепловой дисбаланс. Аналитика на основе искусственного интеллекта поможет вам оптимизировать эффективность охлаждающей жидкости и снизить риски сбоев.
Вы также увидите новые разработки в области вакуумной термообработки, такие как закалка газом под высоким давлением (HPGQ) азотом. Этот метод обеспечивает быстрое и равномерное охлаждение, особенно для больших штампов. Направленное контролируемое охлаждение в вакуумных печах позволяет управлять потоком газа, способствуя равномерному отводу тепла и уменьшая искажения. Методы прерывистой закалки приостанавливают охлаждение при промежуточных температурах, сводя к минимуму растрескивание и остаточные напряжения.
Примечание. Экологически чистые системы охлаждения с замкнутым контуром в настоящее время широко распространены при литье под давлением с холодной камерой. Эти системы перерабатывают охлаждающую жидкость, сокращают выбросы и поддерживают устойчивое развитие.
Вы получаете выгоду от передовых стратегий охлаждения, таких как материалы с фазовым переходом и гибридные системы охлаждения, сочетающие воздушное и водяное охлаждение. Эти методы оптимизируют охлаждение, сокращают время цикла и повышают качество деталей. Вы используете САПР и программное обеспечение для моделирования для моделирования форм и выполнения теплового моделирования, выявления горячих точек и оптимизации размещения каналов охлаждения. Регулярное техническое обслуживание, такое как очистка и осмотр, поддерживает эффективность вашей системы охлаждения и предотвращает появление дефектов.
Влияние аспекта | Объяснение |
Скорость охлаждения | Конформные каналы охлаждения повторяют контуры полости формы, обеспечивая равномерное рассеивание тепла, что сокращает время цикла за счет более быстрого и равномерного отвода тепла. |
Качество детали | Равномерное охлаждение сводит к минимуму такие дефекты, как коробление, остаточное напряжение и несоответствие размеров, что приводит к улучшению качества поверхности, более жестким допускам и снижению процента брака. |
Энергоэффективность | Более быстрый и эффективный отвод тепла снижает потребление энергии на этапах охлаждения. |
Срок службы пресс-формы | Равномерное распределение тепла предотвращает локальные термические напряжения, продлевая срок службы формы и сокращая объем технического обслуживания. |
Согласованность процесса | Постоянная тепловая среда обеспечивает воспроизводимое и предсказуемое качество деталей и сокращает время простоев. |
Гибкость дизайна | Благодаря аддитивному производству каналы могут иметь сложную геометрию, улучшая охлаждение сложных или тонких деталей. |
Соображения стоимости | Более высокие первоначальные затраты компенсируются долгосрочной экономией за счет более быстрых циклов, снижения энергопотребления и снижения уровня брака. |
Вы обнаружите, что эти передовые методы помогают контролировать затвердевание, уменьшать количество дефектов и повышать точность размеров. Равномерное охлаждение предотвращает появление горячих точек и усадку, гарантируя, что ваши отливки будут соответствовать жестким требованиям. Оптимизируя систему охлаждения, вы достигаете лучшего качества деталей, снижения процента брака и увеличения срока службы инструмента при литье под давлением в холодной камере.
Качество и эффективность
Предотвращение дефектов
Вы хотите избежать дефектов в отливках, поскольку они могут ослабить детали и увеличить процент брака. Оптимизированная система охлаждения машины для литья под давлением с холодной камерой помогает предотвратить наиболее распространенные проблемы. Контролируя температуру пресс-формы, вы снижаете риск холодного закрытия и пористости. Вот некоторые дефекты, которые можно предотвратить при правильном охлаждении:
Холодные затворы образуются, когда два потока расплавленного металла не сплавляются. Обычно это происходит, если форма слишком холодная, что приводит к слишком быстрому затвердеванию металла. Вы можете предотвратить холодные закрытия, поддерживая форму при правильной температуре и используя хорошую конструкцию ворот.
Пористость, как газовая, так и усадочная, возникает, когда захваченные газы или неравномерное охлаждение создают пустоты внутри детали. Поддерживая постоянную температуру формы, обычно между 180°C и 260°C, вы помогаете металлу лучше течь и равномерно затвердевать.
Горячие и холодные зоны могут вызвать неравномерное затвердевание. Конформные каналы охлаждения распределяют температуру более равномерно, снижая эти риски.
Вы можете увидеть реальные результаты таких отраслей, как автомобилестроение и аэрокосмическая промышленность. Например, когда вы стабилизируете температуру формы на уровне около 200°C, вы можете уменьшить пористость до 15%. Регулировка температуры и использование усовершенствованных систем охлаждения также могут исключить холодные остановки и снизить затраты на металлолом.
Совет: регулярное техническое обслуживание каналов охлаждения поддерживает постоянную температуру и предотвращает образование дефектов во время производства.
Время цикла и срок службы инструмента
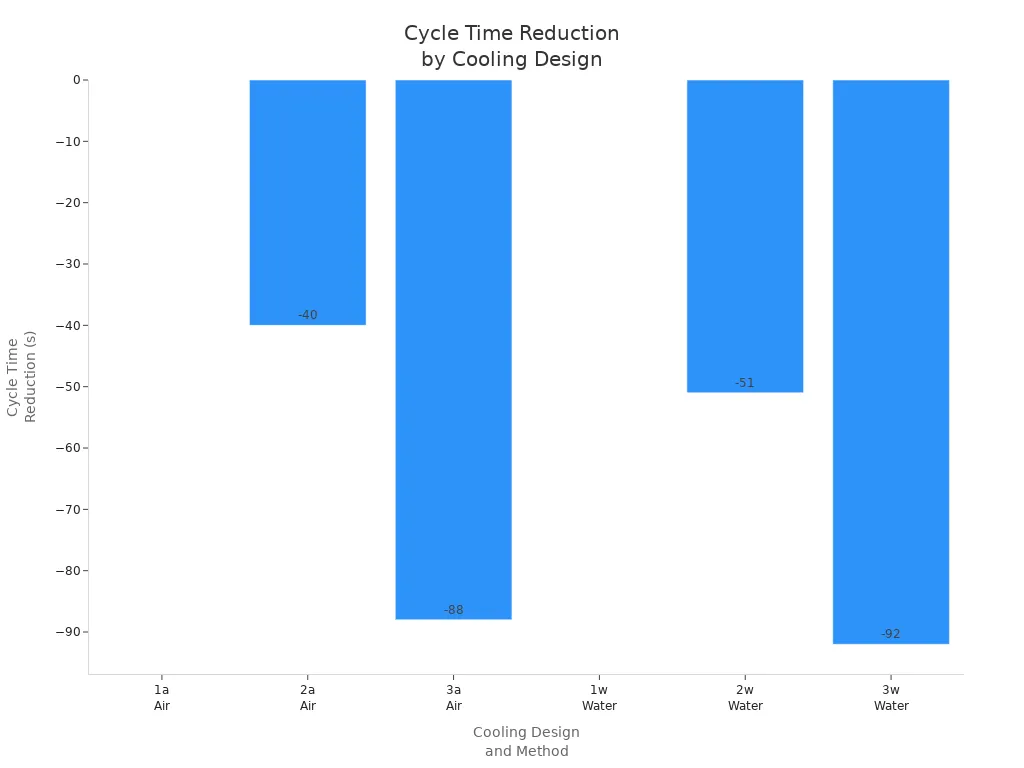
Эффективное охлаждение вашей машины для литья под давлением с холодной камерой напрямую влияет на то, насколько быстро вы сможете выполнять каждый цикл и как долго прослужит ваша матрица. Чем быстрее вы отводите тепло, тем быстрее затвердевает металл, что сокращает время цикла и повышает производительность. Например, каналы водяного охлаждения отводят тепло гораздо быстрее, чем воздух, что позволяет быстрее завершить циклы и улучшить качество деталей.
Охлаждающий корпус | Метод охлаждения | Сокращение времени цикла (с) | Влияние на SDAS (качество) |
1а | Воздух | Базовый уровень | Базовый уровень |
2а | Воздух | -40 | Небольшое улучшение |
3а | Воздух | -88 | Улучшенный |
1 Вт | Вода | Базовый уровень | Базовый уровень |
2 Вт | Вода | -51 | Улучшенный |
3 недели | Вода | -92 | Лучшее улучшение |
Вы также продлите срок службы штампа, поддерживая стабильную температуру пресс-формы. Эффективное охлаждение снижает термическое напряжение, деформацию и растрескивание. Интеллектуальные системы контроля температуры, такие как обратная связь в режиме реального времени и автоматическое управление охлаждающей жидкостью, помогают поддерживать эти стабильные условия. Многоканальное водяное охлаждение и точечное охлаждение под высоким давлением дополнительно защищают вашу матрицу, обеспечивая более длительный срок службы инструмента и более стабильное производство.
Примечание. Более высокая производительность системы охлаждения означает меньшее количество ремонтов, меньшее время простоев и более высокую общую эффективность производства.
Вы зависите от системы охлаждения вашей машины для литья под давлением с холодной камерой, которая обеспечивает быстрое затвердевание, точные размеры и высокие механические свойства. Правильное охлаждение позволяет изготавливать детали сложной формы и более толстостенные с меньшим количеством дефектов.
Каналы охлаждения и расширенные средства управления помогают управлять скоростью затвердевания, сокращать количество отходов и снижать затраты.
Оптимизация системы охлаждения обеспечивает более быстрые циклы, более длительный срок службы штампов и лучшее качество деталей при литье под давлением в холодной камере.
Инвестиции в эффективное охлаждение гарантируют, что ваши операции литья под давлением с холодной камерой останутся конкурентоспособными и надежными.
Часто задаваемые вопросы
Какова основная цель системы охлаждения в машине для литья под давлением с холодной камерой?
Вы используете систему охлаждения в машине для литья под давлением с холодной камерой для контроля температуры матрицы. Это поможет вам быстро затвердеть расплавленный металл и предотвратить появление дефектов в деталях, отлитых в холодной камере.
Как работают охлаждающие каналы при литье под давлением с холодной камерой?
Охлаждающие каналы в машине для литья под давлением с холодной камерой пропускают воду или масло через матрицу. Эти каналы отводят тепло от формы, помогая поддерживать стабильную температуру во время каждого цикла литья под давлением в камере.
Можете ли вы использовать литье под давлением как в холодной, так и в горячей камере для всех металлов?
Вы не можете использовать оба метода для каждого металла. Вы используете машины для литья под давлением с холодной камерой для сплавов с высокой температурой плавления, таких как алюминий. Вы выбираете литье под давлением с горячей камерой для металлов с более низкими температурами плавления, таких как цинк.
Какие проблемы может вызвать плохое охлаждение в машинах для литья под давлением с холодной камерой?
Плохое охлаждение в машине для литья под давлением с холодной камерой может вызвать такие дефекты, как пористость, деформация или трещины. Вы также можете увидеть сокращение срока службы инструмента и увеличение времени цикла в процессе литья под давлением в камере.
Как охлаждение влияет на эффективность литья под давлением с холодной камерой?
Эффективное охлаждение вашей машины для литья под давлением с холодной камерой сокращает время цикла и улучшает качество деталей. Вы получаете более надежные результаты и снижаете процент брака при литье в холодной камере.

 Pусский
Pусский